用手机扫一扫
服务热线
0577-63706661
恒齿贵宾接待
揭秘铸铁机稳定核心:恒齿斜齿轮硬齿面减速机
恒齿ER系列斜齿轮硬齿面减速机专为铸铁机高负荷连续运行设计,具备高硬度、强耐磨、低振动、长寿命等特点,显著提升设备运行稳定性与效率。
高炉运维提质!斜齿轮弧齿锥齿轮减速机凭实力出圈
恒齿传动EK系列斜齿轮弧齿锥齿轮减速机专为高炉工况研发,解决卡顿、磨损、异响等问题,具备密封防尘、耐温差、低损耗、模块化检修及全周期服务优势。
滚筒回潮机靠什么稳定运转?平行轴斜齿轮
恒齿EF系列平行轴斜齿轮减速机专为滚筒式回潮机优化设计,具备高刚性铸铁箱体、模块化结构、可靠密封及便捷维护等特点,运行稳定、精度高、寿命长,已获行业广泛认可。
预压打包机为何离不开平行轴斜齿轮?
EF系列平行轴斜齿轮减速机结构刚强、精度高、承载大,适配预压打包机重载工况,运行平稳低噪,安装灵活,密封可靠,广泛应用于多行业并获高度认可。
斜齿轮硬齿面减速机,适配烘丝机高效作业
恒齿ER系列斜齿轮减速机专为烘丝机设计,具备高刚性箱体、耐磨齿轮、低噪平稳传动、模块化安装及强化密封等优势,保障连续稳定运行与烟丝品质。
智能矿井升级,提升机优选恒齿行星齿轮减速机
恒齿传动EQ系列行星齿轮减速机专为矿井提升机设计,具备均载抗冲击、耐粉尘高湿、低噪节能等特性,支持定制化适配,已广泛应用于全国智能矿山改造项目。
制冷压缩机传动升级恒齿行星减速机实用解析
恒齿EQ系列行星齿轮减速机专为制冷压缩机优化,具备多行星轮均载、低损耗、高耐磨、强密封及紧凑结构等优势,适配多种工况,降低能耗与维护频次,提供全周期服务支持。
固废处理与矿井提升通用行星减速机有何优势
恒齿ES系列减速机结合斜齿轮与蜗轮蜗杆结构,具备高效率、自锁性、全密封防腐及低噪音长维护周期等特点,专为污水处理格栅除污机恶劣工况设计。
张力机的“定海神针”:斜齿弧齿锥齿轮减速机
EK系列减速机采用斜齿轮与弧齿锥齿轮融合设计,兼顾平稳传动与动力转向,严控材料、热处理、装配精度,具备高承载、抗冲击、紧凑高效等优势,专为张力机等高要求设备定制。
格栅除污机的节能核心,斜齿蜗杆减速机如何破局?
恒齿ES系列减速机融合斜齿轮与蜗轮蜗杆结构,兼具高效率、自锁性、全密封防腐及低噪长维护优势,专为污水处理格栅除污机恶劣工况设计。
板式换热器配套方案 悬挂式减速机适配优势解析
恒齿ZGY系列悬挂式减速机专为板式换热器优化,节省空间、简化安装、强化散热,支持模块化定制与循环冷却,经智能工厂生产及多工况验证,配套专属技术服务,稳定可靠降本增效。
甲板起重机的"心脏":斜齿轮蜗轮蜗杆减速机如何改写海上作业规则
恒齿ES系列斜齿轮蜗轮蜗杆减速机专为船舶甲板起重机设计,具备大减速比、自锁、抗振、静音及模块化安装等优势,适配高湿盐雾环境,运行稳定可靠。
发酵罐搅拌器动力升级悬挂式减速机暗藏实用优势
悬挂式减速机以空心轴悬装设计节省空间,ZGY系列采用高强度材料、硬齿面齿轮及优化轴承系统,耐腐蚀、抗振动、传动高效,适用于发酵罐等严苛工况。
浮选机里藏着什么秘密?行星齿轮减速机告诉你答案
浮选机依赖斜齿行星齿轮减速机应对重载、冲击及湿尘环境。其斜齿轮设计提升承载与平稳性,恒齿EQ系列以高效、低噪、长寿命和可靠密封著称。
板式换热器稳定运行核心选恒齿悬挂式减速机
恒齿ZGY系列悬挂式减速机专为板式换热器冷却系统设计,结构紧凑、安装便捷、耐高温、密封可靠,支持定制与全程售后,保障产线长期稳定运行。
振动筛的“静音心脏”为何都选行星齿轮减速机?
恒齿EQ系列行星齿轮减速机专为振动筛设计,采用斜齿+行星结构,均匀分担载荷,抗振耐磨;高强度合金齿轮、加厚箱体提升耐用性;模块化设计便于安装与维修,降低运维成本。
缆绳绞盘暗藏何玄机?斜齿轮蜗轮蜗杆减速机解密
恒齿ES系列斜齿轮蜗轮蜗杆减速机结合斜齿轮平稳承载与蜗轮蜗杆大减速比、自锁优势,提升缆绳绞盘运行平稳性、可靠性及安全性。
基建施工升级 压路机行走驱动大功率齿轮减速机解析
恒齿EH系列大功率齿轮减速机专为压路机设计,具备高抗冲击、多层密封、高效散热与集成化安装等优势,显著提升施工效率与设备可靠性。
冶金起重机传动隐患 恒齿大功率减速机全面化解
恒齿EH系列大功率齿轮减速机专为冶金起重场景研发,具备高刚性箱体、精磨齿部、多层密封及高温适配性,显著降低运维成本,提升运行稳定性与适配效率。
格栅除污机频发故障?硬核传动解决方案曝光
恒齿传动推出ER系列斜齿轮硬齿面减速机,专为回转式格栅除污机优化,具备高耐用性、低振动、易维护等优势,有效解决污水工况下传动故障频发、维保成本高等痛点。
搅拌机平稳运行的秘密,就暗藏在蜗轮蜗杆减速机里
斜齿轮蜗轮蜗杆减速机专为搅拌机设计,融合斜齿轮平稳高效与蜗轮蜗杆大减速比、自锁优势,结构紧凑、低振低噪,提升运行稳定性与耐用性。
给料机动力核心,斜齿轮蜗轮蜗杆减速机为何是首选?
斜齿轮蜗轮蜗杆减速机兼具传动平稳、大减速比与反向自锁优势,恒齿ES系列专为给料机工况设计,具备高可靠性、强承载力及灵活适配性。
为何牵引机优先选配斜齿轮弧齿锥齿轮减速机
恒齿EK系列减速机专为牵引机设计,具备连续重载、直角换向、长时运行能力,模块化结构适配新装与改造,高精度齿轮确保传动稳定,刚性箱体与多重密封提升可靠性,节能降耗,广受厂商信赖。
斜齿轮蜗轮蜗杆减速机专为搅拌机设计,融合斜齿轮平稳传动与蜗轮蜗杆大减速比、自锁优势,结构紧凑、低振低噪,提升运行稳定性与作业精度。
智能堆垛机稳定作业,核心传动部件该如何选
恒齿传动ES系列斜齿轮蜗轮蜗杆减速机专为堆垛机设计,结构紧凑、安装便捷、自锁可靠、振动低、耐冲击,支持定制与全周期服务。
贴标机长效稳定运行依托恒齿平行轴减速机
恒齿EF系列平行轴斜齿轮减速机专为贴标机优化,模块化设计适配紧凑空间,高刚性铸铁箱体抗交变载荷,闭环质检与强化密封保障稳定运行,广泛应用于各类全自动贴标设备。
破碎生产线提质关键,这款斜齿弧锥减速机很少人知晓
浙江恒齿传动推出EK系列斜齿轮弧齿锥齿轮减速机,专配颚式、圆锥等破碎机,具备抗冲击、低损耗、高密封、强刚性等特点,适配连续重载工况,助力矿山建材行业稳定高效运行。
矿式带式输送机配套斜齿轮蜗轮蜗杆减速机实用选型解析
恒齿ES系列减速机融合斜齿轮与蜗轮蜗杆结构,兼顾高效传动与自锁安全,具备高承载、强密封、耐腐蚀特性,适配矿山复杂工况,显著降低故障率与运维成本。
包装机效能革命的秘密武器
恒齿传动EF系列平行轴斜齿轮减速机专为包装机械优化,具高刚性铸铁箱体、紧凑结构、多重密封及全流程品控,适配多类包装设备,支持定制与完善售后。
风浪中锚泊,什么减速机让船舶稳如磐石?
EH/EB系列大功率齿轮减速机专为船舶锚机与系泊绞车设计,具备高扭矩、强耐磨、模块化安装及高效散热特性,广泛应用于各类船舶甲板机械,保障锚泊作业安全可靠。
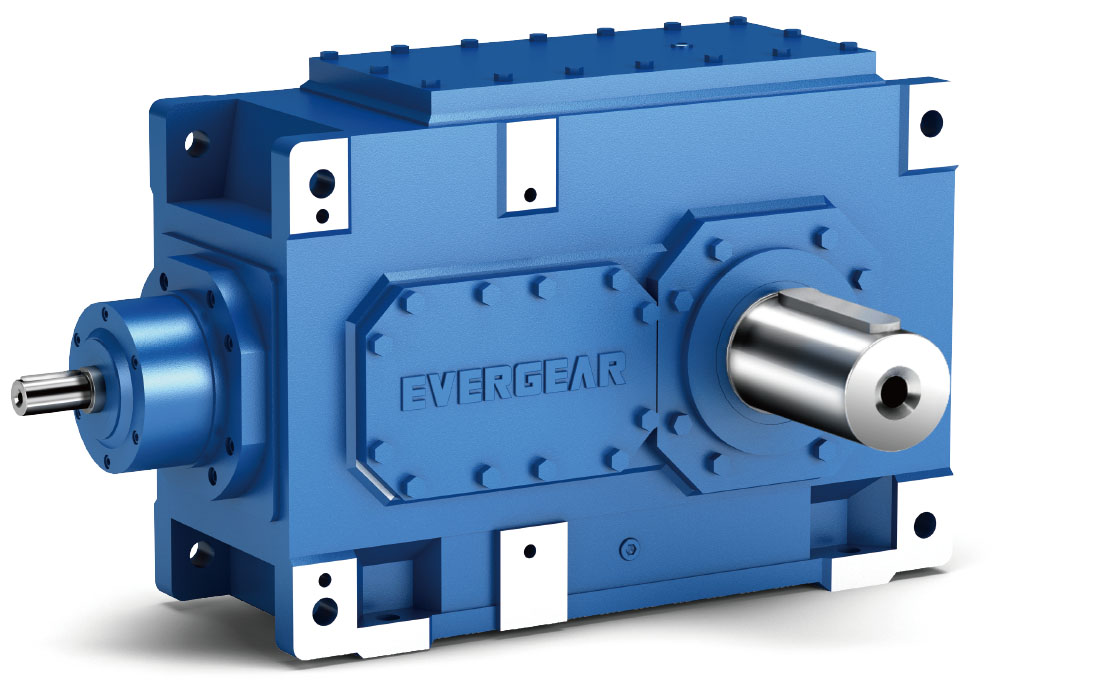
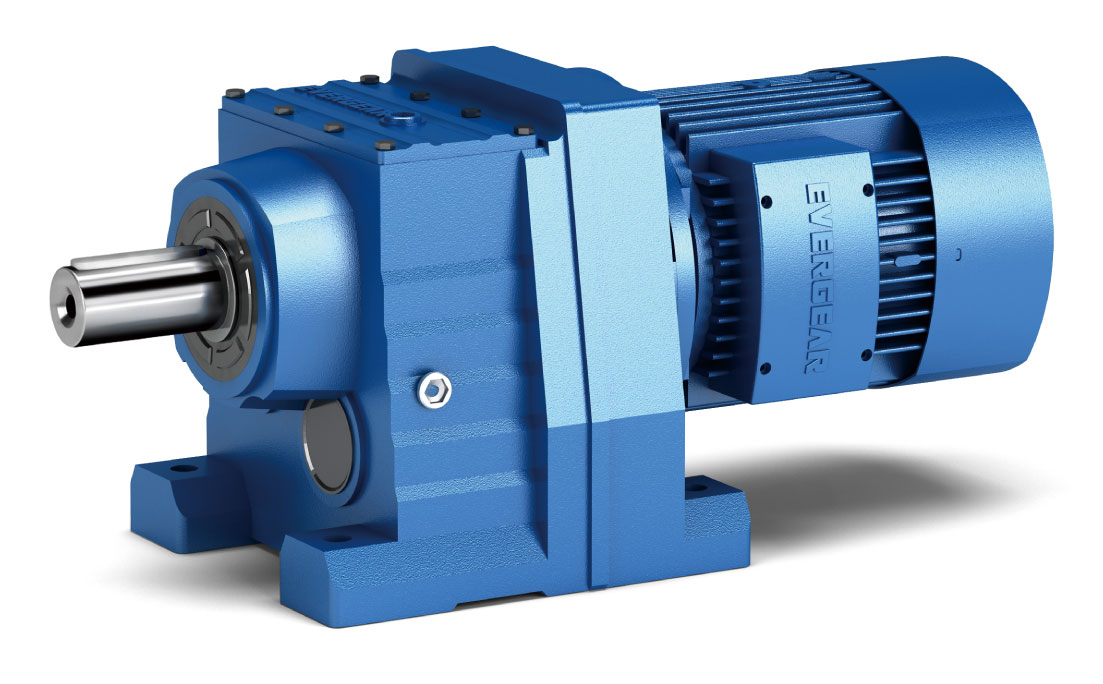
ER系列斜齿轮硬齿面减速机是新颖减速传动装置。采用最优化,模块组合体系先进的设计理念,具有体积小、重量轻、传递转矩大、起动平稳、传动比分级精细等性质,可根据用户要求进行任意连接和多种安装位置的选择。
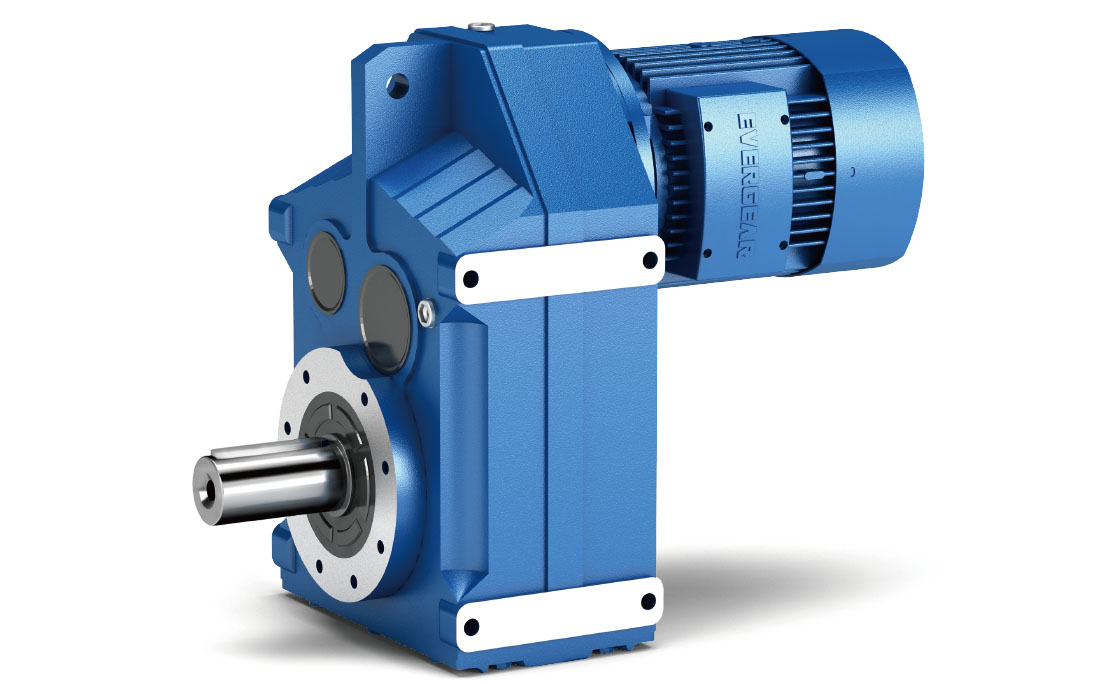
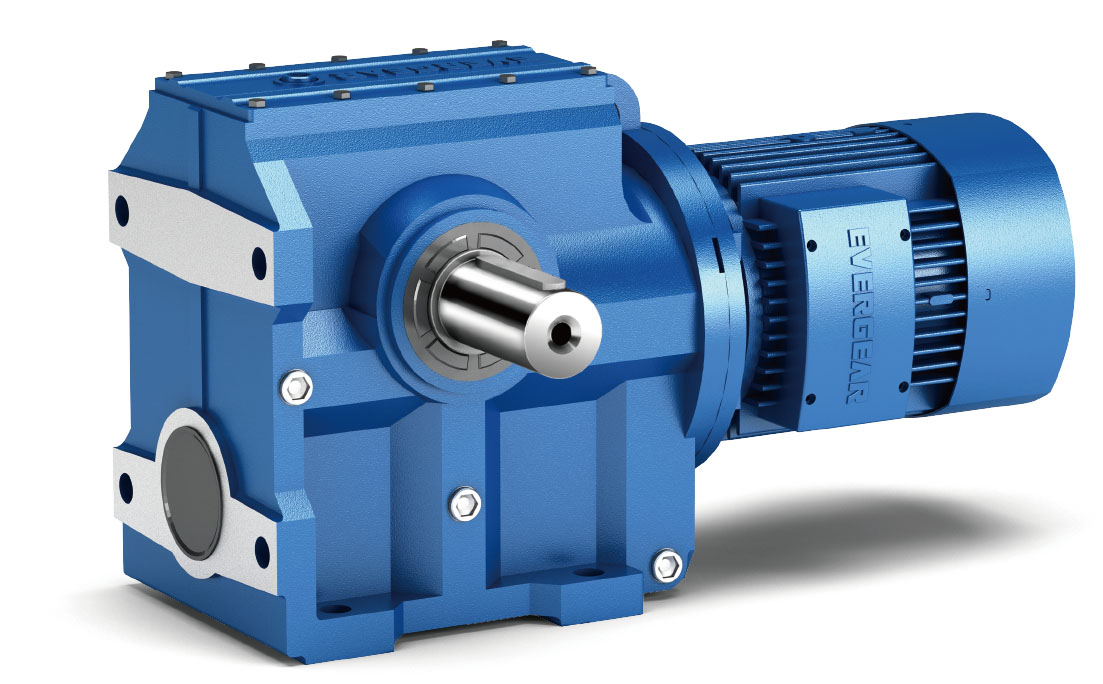
平行轴斜齿轮减速机是硬齿面R,F,S,K四大系列减速机中的F系列减速机。采用单元结构模块化设计原理,大大减少了零部件种类和库存量,也大大缩短了交货周期。带筋的高刚性铸铁箱体、齿轮采用优质合金钢,表面经渗碳淬火硬化处理,磨齿精加工,传动平稳,噪声低,承载能力大,温升低,寿命长。
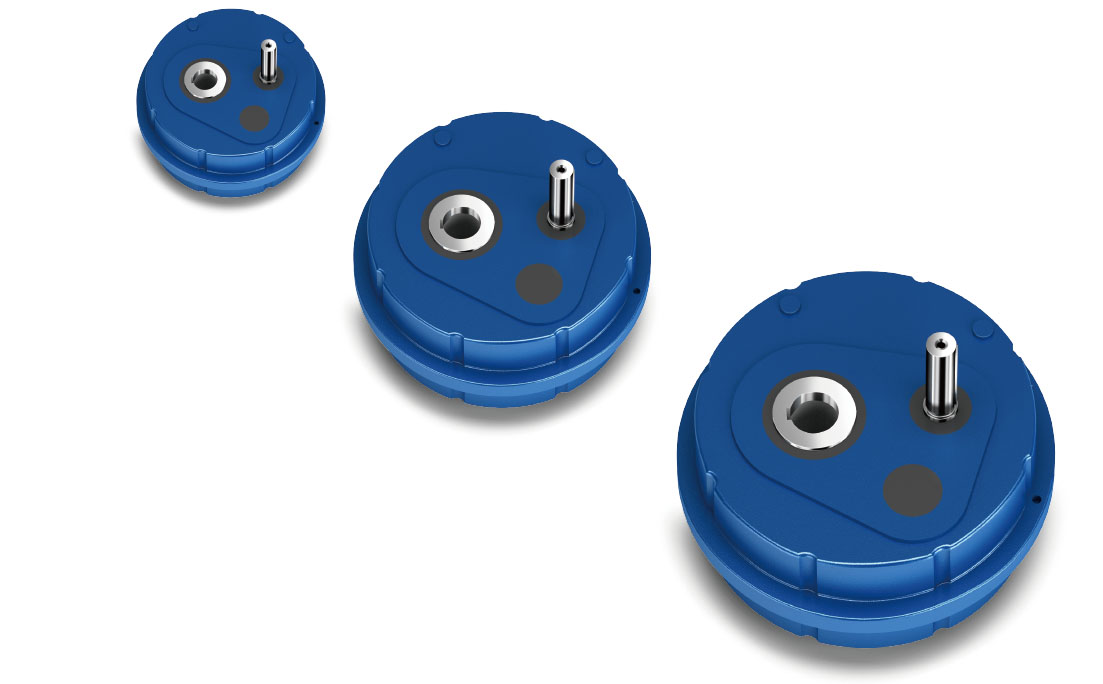
轴装悬挂式扭力臂安装
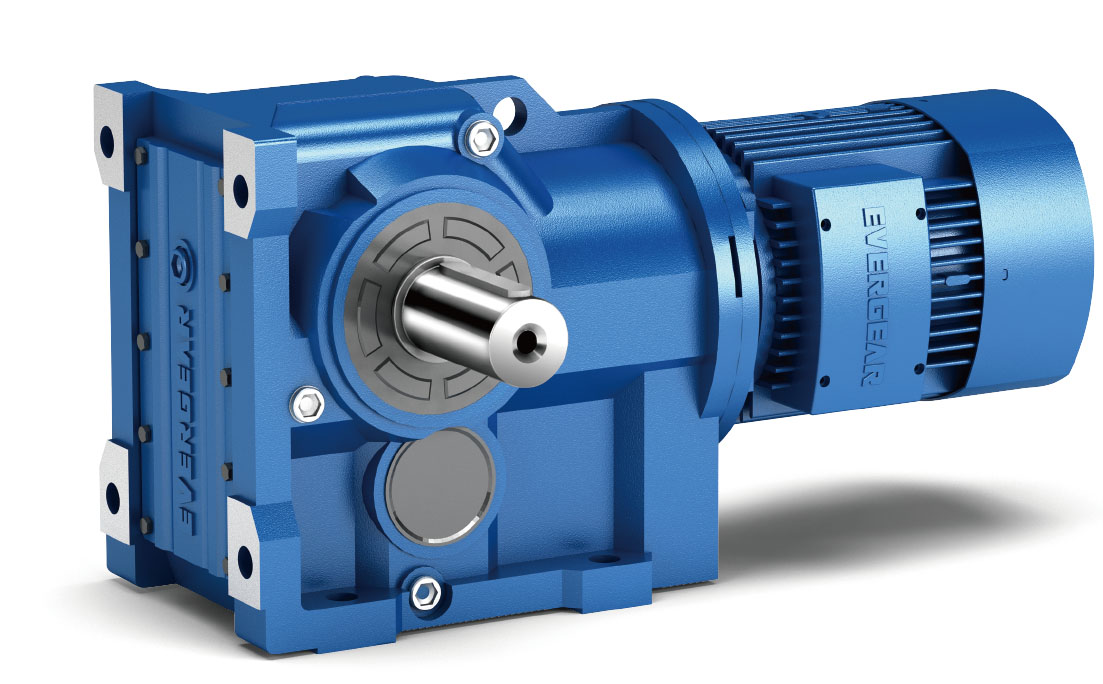
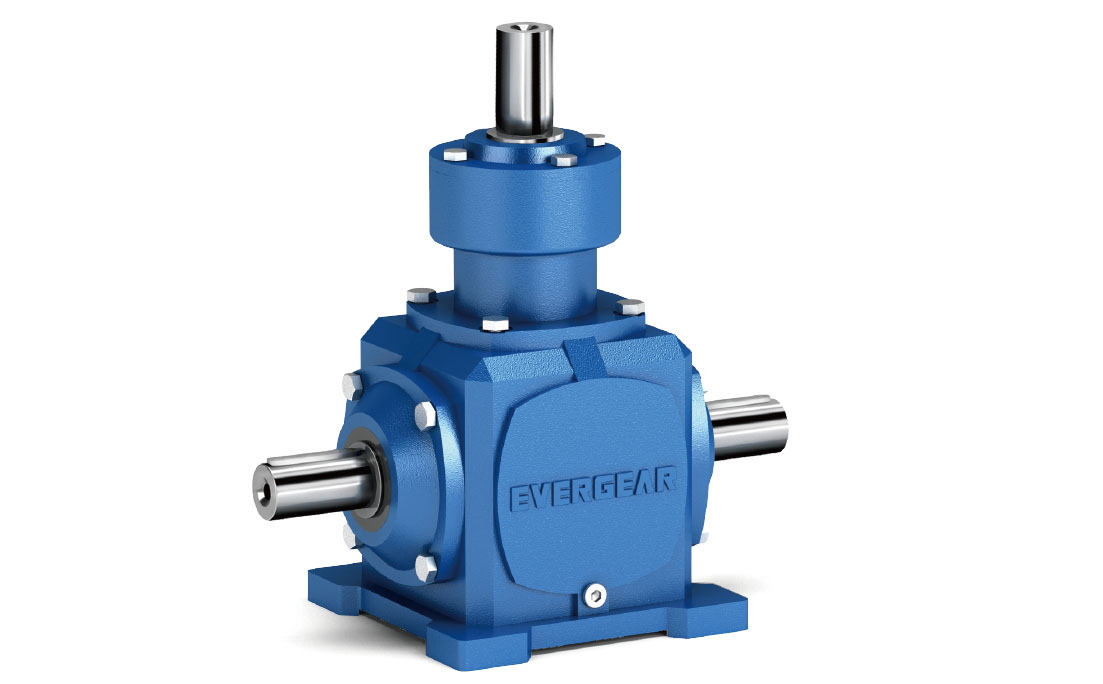
K系列弧齿锥齿轮减速机是一种性能稳定可靠的传动设备,具有结构紧凑、传动效率高、噪音低、使用寿命长等优点。它采用优质的齿轮材料和精密加工工艺,传动效率高达95%以上,能够有效减少能量损耗。适用于各种工业领域,如冶金、矿山、化工、建材、食品等,常用于输送机、搅拌机、提升机、包装机等设备中。同时,K系列减速机还可以根据客户的需求定制不同规格和型号的产品,满足不同的传动需求
长按屏幕识别二维码
打开手机扫描二维码
友情链接: