用手机扫一扫
服务热线
18968759203
恒齿贵宾接待
智能悬挂式AGV的驱动单元:悬挂式减速机为何不可或缺?
悬挂式减速机是智能悬挂式AGV驱动单元的核心部件,通过行星齿轮系统将电机高速旋转转化为低速、大扭矩输出,具备高扭矩、紧凑尺寸和高精度特点。其悬挂式结构配合减震弹簧和浮动设计,确保车轮在复杂路面与地面良好接触,减少震动,延长使用寿命。同时,配备高效润滑系统和智能监测装置,提升运行效率与可靠性。浙江恒齿的ZYG悬挂式减速机凭借先进设计、优化材料和多项国际认证,满足不同负载和应用场景需求,助力AGV高效稳定运行。
弧齿锥齿轮减速机,杀菌设备传动带的“最佳搭档”
弧齿锥齿轮减速机凭借其独特结构和卓越性能,成为杀菌设备传动带的理想动力核心。其弧齿设计实现均匀受力,减少磨损和噪音,提升传动效率。恒齿生产的EZ弧齿锥齿轮减速机,采用先进制造工艺和高品质材料,具备高扭矩输出能力,可轻松应对高负载工况,提高生产效率并降低故障率。其紧凑结构和高效润滑系统,进一步降低维护成本和停机时间,为杀菌设备的稳定运行提供有力保障。
压路机必备!大功率齿轮减速机的神奇功效大揭秘
压路机是基础设施建设的关键设备,大功率齿轮减速机作为其核心动力部件,具有扭矩放大、高精度传动、耐用可靠等功效。它通过齿轮组设计,将高转速低扭矩动力转化为低转速高扭矩输出,满足复杂地形和材料的压实需求;高精度传动保证动力平稳,避免压实不均匀;其润滑系统延长使用寿命。浙江恒齿的EH大功率齿轮减速机经过严格检测,助力压路机高效作业。
揭秘:平行轴斜齿轮减速机如何让拖拉机更强大!
平行轴斜齿轮减速机是提升拖拉机性能的关键部件。其核心优势在于卓越的动力传输性能,相比传统直齿轮,斜齿轮啮合更平稳,减少振动和噪音,提高扭矩传递效率,使拖拉机在复杂农田环境和重载作业中表现更稳定,显著提升作业效率。浙江恒齿的EF系列减速机采用先进技术和高品质材料,优化传动比配置,满足多种作业需求,实现一机多用,提高设备利用率。该产品不仅提升了动力传输效率和作业精度,还增强了设备可靠性和使用寿命,降低了使用成本,为农业现代化贡献力量。
行星齿轮减速机,地铁车门的超级大脑
行星齿轮减速机是地铁车门开闭系统的核心装置,其独特行星齿轮结构可高效传递动力,实现车门平稳、精准开闭。该减速机传动比范围广,能适应不同车门尺寸与重量,且具备高可靠性和耐用性。其坚固结构、先进润滑与密封设计使其在高强度工作环境下稳定运行,降低维护成本。恒齿传动EQ行星齿轮减速机已广泛应用于多城市地铁项目,通过严格检测,提升地铁运行安全性和舒适性。
行星齿轮减速机:缆车驱动的“最佳拍档”,你知道它的厉害之处吗?
行星齿轮减速机是缆车驱动的核心设备,可将电机高速旋转转化为低速、大扭矩输出,保障缆车平稳运行。其结构紧凑,能有效降噪减振,提供舒适体验。恒齿传动的行星齿轮减速机采用先进设计与制造工艺,严格把控质量,配备完善润滑和密封系统,延长使用寿命,MTBF远超行业标准。未来,恒齿将继续研发高效、节能、环保的减速机产品,为缆车及其他工程机械提供更优质传动方案。
平行轴斜齿轮减速机,是打桩机的“灵魂”
平行轴斜齿轮减速机是打桩机的核心部件,被誉为“灵魂”。它通过将电机高速旋转转化为低速大扭矩输出,为打桩机提供强劲动力,确保在恶劣条件下稳定作业,提高施工效率。其高精度设计保障打桩精准定位,耐用性使其适应恶劣环境,减少故障,延长寿命。同时,节能型设计优化传动效率,降低能耗与成本,如恒齿传动的“EF系列”表现突出。
实验自动化装备的噪音难题,斜齿轮硬齿面减速机有解吗?
实验自动化装备的噪音问题一直是行业痛点。斜齿轮硬齿面减速机凭借其独特的斜齿轮设计和硬齿面加工工艺,可有效降低运行噪音,减少振动和冲击。恒齿传动的ER系列斜齿轮硬齿面减速机采用先进制造技术,优化齿轮参数、配备高精度轴承和特殊润滑系统,进一步降低噪音,同时具备高效动力传输和可靠运行性能,可适配多种实验自动化装备,为科研环境提供全新解决方案。
为什么巧克力搅拌机离不开蜗轮蜗杆减速机?看完你就明白了!
巧克力搅拌机依赖蜗轮蜗杆减速机提供稳定动力。该减速机通过啮合将高转速转换为低转速并增大扭矩,确保搅拌均匀,其自锁特性可防止反向旋转,保障安全。传动平稳、噪音小,90度运动方向转换节省空间。高减速比满足不同搅拌需求。恒齿传动的ES系列减速机采用先进工艺和材料,优化传动效率,减少噪音和震动,模块化设计便于维护,提高生产效率,为巧克力搅拌机提供高效、稳定且可靠的动力支持。
行星齿轮减速机:混凝土搅拌机传动装置的“节能先锋”,开启绿色搅拌新时代
在当今环保与效率并重的时代,混凝土搅拌机作为建筑行业不可或缺的设备,其传动装置的性能和能效表现备受关注。而行星齿轮减速机,凭借其卓越的性能和显著的节能优势,正逐渐成为混凝土搅拌机传动装置的首选,引领着绿色搅拌新时代的到来。
输煤皮带机的“隐形英雄”:斜齿轮弧齿锥齿轮减速机的幕后故事
斜齿轮弧齿锥齿轮减速机是输煤皮带机的关键设备,负责减速和扭矩传递。电机动力先经斜齿轮平稳过渡,降低转速并增大扭矩,再由弧齿锥齿轮改变传递方向,驱动皮带机滚筒转动。其多级传动确保皮带机低速、大扭矩运行,满足输煤需求。恒齿传动的EZ系列减速机采用先进设计与工艺,具备高效、平稳、低噪音特点,即使在高负荷下也能保障输煤皮带机稳定运行,为工业生产提供可靠支持。
悬挂式减速机:风力发电机叶片维护的“新宠”
在风力发电行业,传统叶片维护方式面临高空作业风险高、效率低等问题。如今,悬挂式减速机凭借独特悬挂结构脱颖而出,简化安装流程,节省空间,降低维护成本。其高精度齿轮设计、高扭矩输出和抗疲劳性能,确保在恶劣天气下稳定运行,延长设备寿命。恒齿传动的ZYG悬挂式减速机采用先进材料与工艺,通过严格测试,满足高标准要求,为风力发电企业带来高效、安全的维护解决方案。
弧齿锥齿轮减速机:石油钻井平台提升设备的“心脏”?
恒齿传动的EZ系列弧齿锥齿轮减速机凭借其卓越性能助力石油钻井平台提升设备运行。该减速机核心部件弧齿锥齿轮通过特殊设计,可将高速旋转动力转化为低速、大扭矩输出,实现复杂传动方向转换,确保高精度与稳定性。其在恶劣工况下长期稳定运行,减少维护成本,为石油钻井作业提供高效、安全的动力保障,显著提升钻井效率并降低设备故障率。
蜗轮蜗杆减速机:为什么它是包装行业的“新宠”?
在包装行业,蜗轮蜗杆减速机凭借其将高速旋转动力转化为低速、大扭矩输出的特性,为封口机提供均匀稳定的动力,避免封口不牢或过度封口。其自锁功能可防止装置倒转,提高安全性。该减速机结构紧凑、安装灵活,运行平稳、噪音低,能改善车间环境,降低设备磨损与维护成本。恒齿传动ES系列斜齿轮—蜗轮蜗杆减速机采用先进工艺和优质材料,精准匹配生产线需求,提升生产效率,是封口机的理想动力选择。
斜齿轮硬齿面减速机的“硬实力”,分拣机的“新动力”!
交叉带分拣机依赖斜齿轮硬齿面减速机实现高效运作。恒齿传动的ER系列减速机凭借卓越技术助力分拣机稳定运行。斜齿轮设计承载能力强、运行平稳,硬齿面工艺提高耐磨性和使用寿命。该系列减速机通过严格检测与认证,未来将继续推动物流行业高效发展。
行星齿轮减速机:为食品包装机封口驱动赋能的行星齿轮“芯”力量
行星齿轮减速机在全自动食品包装机封口驱动模块中表现卓越。其核心优势在于高效传动性能,通过行星齿轮协同运动,实现高减速比与精准动力输出,确保封口牢固均匀,避免传统方式的封口问题。恒齿传动的EQ系列行星齿轮减速机凭借高效、高精度、高可靠性等优势,广泛应用于食品包装等领域,推动行业技术进步,助力企业提升生产效率和产品质量。
高空作业的运作,离不开这么一位“小巨人”
恒齿传动旗下的ZYG系列悬挂式减速机是高空作业平台的核心动力部件,能有效降低电机转速、增大输出扭矩,确保平台运行平稳、有力。它适用于复杂环境,满足高负载需求,并通过高精度传动和低故障率保障作业安全。经过严格检验与技术革新,该减速机为高空作业提供稳定可靠的动力支持,让作业人员安心、高效地完成任务,为工程建设等领域发展提供有力保障。
斜齿轮硬齿面减速机:建筑打桩机的强劲动力之源
恒齿传动ER系列斜齿轮硬齿面减速机是建筑打桩机的核心动力部件。其斜齿轮结构经过精密优化,啮合平稳,可降低噪音和振动,实现高效动力传递。硬齿面材质经特殊热处理,硬度高、耐磨性强,适应复杂地质条件,延长使用寿命。该减速机可将电机高转速动力转化为低转速、大扭矩动力,提升打桩效率。浙江恒齿传动股份有限公司以严格测试和质量把控,确保产品卓越性能,助力建筑施工连续性。
谁在默默掌控路面摊铺机传动系统?
斜齿轮弧齿锥齿轮减速机是路面摊铺机的关键传动部件,融合了斜齿轮的低噪音、高承载能力和弧齿锥齿轮的动力精准传递优势。它位于传动系统核心,连接发动机与摊铺机工作装置,将高速低扭矩动力转换为低速高扭矩,确保施工质量和效率。恒齿传动的EK系列减速机采用高精度加工设备和优质合金材料,经过特殊热处理工艺,具有高强度、高韧性和耐磨性,使用寿命长,为摊铺机在恶劣环境下的稳定运行提供保障。
物流效率提升的秘密:斜齿轮硬齿面减速机到底有多神奇?
在物流效率提升的道路上,斜齿轮硬齿面减速机就像一位默默奉献的幕后英雄。它以其超强的耐用性、平稳的传动性能、高扭矩输出以及灵活的适应性,为物流仓储设备提供了可靠的动力支持。正是有了这样的“神奇”部件,物流仓储才能在激烈的市场竞争中高效运转,不断突破效率瓶颈。
揭秘!这种神奇的减速机是如何让太阳能板“追日”的?
在能源转型背景下,太阳能利用效率提升至关重要。斜齿轮-蜗轮蜗杆减速机作为太阳能跟踪器的核心部件,通过将电机的高速旋转转化为低速、高扭矩输出,实现太阳能板的精准“追日”。其工作原理包括斜齿轮初步减速和蜗轮蜗杆进一步降速增扭,同时利用蜗轮蜗杆的自锁特性保持太阳能板稳定。该减速机运行平稳、结构紧凑,能显著提高太阳能利用效率并节能。未来结合智控系统,其应用将更广泛,助力环保产业发展。
给煤机:转臂行星式无极变速机在矿山与冶金机械中的关键
转臂行星式无极变速机是矿山与冶金领域给煤机的关键零部件,通过改变齿轮啮合关系实现无极变速,灵活调节煤炭输送量,适应不同工况。其结构紧凑、传动效率高、运转平稳,降低设备占地面积和安装成本。在冶金行业,尤其在火电厂锅炉燃烧系统中,可依据锅炉负荷精确调节给煤量,保障燃烧效率和炉膛温度控制。本公司通过技术创新优化该设备,满足市场对高效、节能、稳定传动的需求。
高空作业平台必备?斜齿轮硬齿面减速机的真相竟是……
高空作业平台在现高空作业场景中扮演着不可或缺的角色,随着技术的不断进步,高空作业平台的性能和安全性也在不断提升,而其中的关键因素之一便是斜齿轮硬齿面减速机的应用。
物料分拣机的 “专属加速器”
在现代工业自动化中,斜齿轮 - 蜗轮蜗杆减速机是物料分拣机的“专属加速器”。它结合了蜗轮蜗杆传动的高精度、大速比、自锁性以及斜齿轮传动的平稳、高效和低噪音特性,可精准控制传送带速度和位置,确保物料准确分拣。其内部结构设计巧妙,能实现大范围速度变化并保持运转稳定,同时紧凑设计节省空间,低噪音特性减少污染,为提高生产效率和质量发挥重要作用。
离心机“罢工”?我有“妙招”!
离心机在工业生产中至关重要,但其“罢工”会导致生产停滞。关键在于离心机的核心部件——斜齿轮硬齿面减速机。这种减速机采用优质钢材制造,齿轮硬度高、耐磨性强,同时配备良好的润滑系统和密封性能。日常维护中,需定期检查齿轮磨损、润滑油质量和密封件状况。通过合理选择和维护减速机,可有效降低离心机故障率,确保其稳定运行,保障生产效率。
挤出机升级新方向
斜齿轮硬齿面减速机凭借其卓越的传动性能,显著提升了挤出机的生产效率,降低了噪音和维护成本。其斜齿轮设计使传动平稳,硬齿面材质增强了承载能力和耐磨性,延长设备寿命。在实际应用中,该减速机不仅提高了挤出机的工作效率,还改善了工作环境,降低了企业运营成本。随着技术进步,其应用范围不断扩大,为挤出机行业升级和工业生产发展注入新动力,未来有望实现更高性能和更低成本,推动制造业转型升级。
链板输送机背后的隐藏“动力王”
在现代工业生产中,链板输送机的高效稳定运行离不开其背后的平行轴斜齿轮减速机。该减速机高扭矩输出保障链板输送机承载重物,高精度传动确保运行精度,高效率低噪音提供稳定运行保障,可靠耐用减少故障,是链板输送机的“动力王”,为其高效稳定运行提供坚实支持。
凹版印刷机印刷速度的“超能力”,竟来源于这个!
凹版印刷机的高速印刷能力源于其核心部件转臂行星式无极变速机。该变速机如同印刷机的智能变速大脑,通过行星齿轮机构的无极调速功能,精准调配动力传输,使印刷速度能根据油墨黏度灵活变化,实现高黏度油墨的充分转移和低黏度油墨的高速印刷,同时具备结构紧凑、传动效率高、运转平稳等优势,为印刷机带来高效的印刷表现。
潮汐发电的基础支撑点
潮汐发电中弧齿锥齿轮减速机作为基础支撑点,通过降低转速、增大扭矩提升发电效率;其高传动精度与稳定性可应对潮汐波动,保障系统稳定;结构紧凑、承载力强适应复杂海洋环境。未来需突破技术瓶颈,助力潮汐发电广泛应用,为清洁能源提供更多支持。
提升镗床回转台性能的核心
斜齿轮 - 蜗轮蜗杆减速机是提升镗床回转台性能的核心部件。它能将电动机高速旋转转换为低速大扭矩旋转,其斜齿轮啮合保障动力平稳传输,蜗轮蜗杆传动的自锁性防止回转台反转,从而提高转动精度、增强负载能力、提升运行效率。正确选择、安装和维护该减速机,能让镗床回转台高效精确运行,推动机械制造业发展。
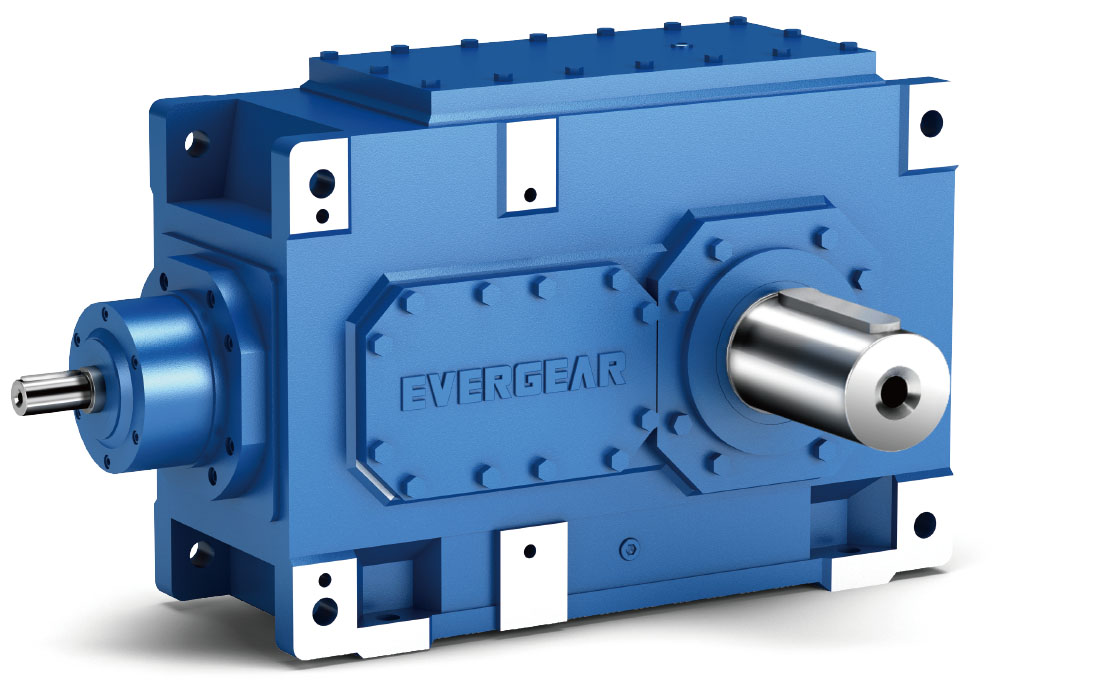
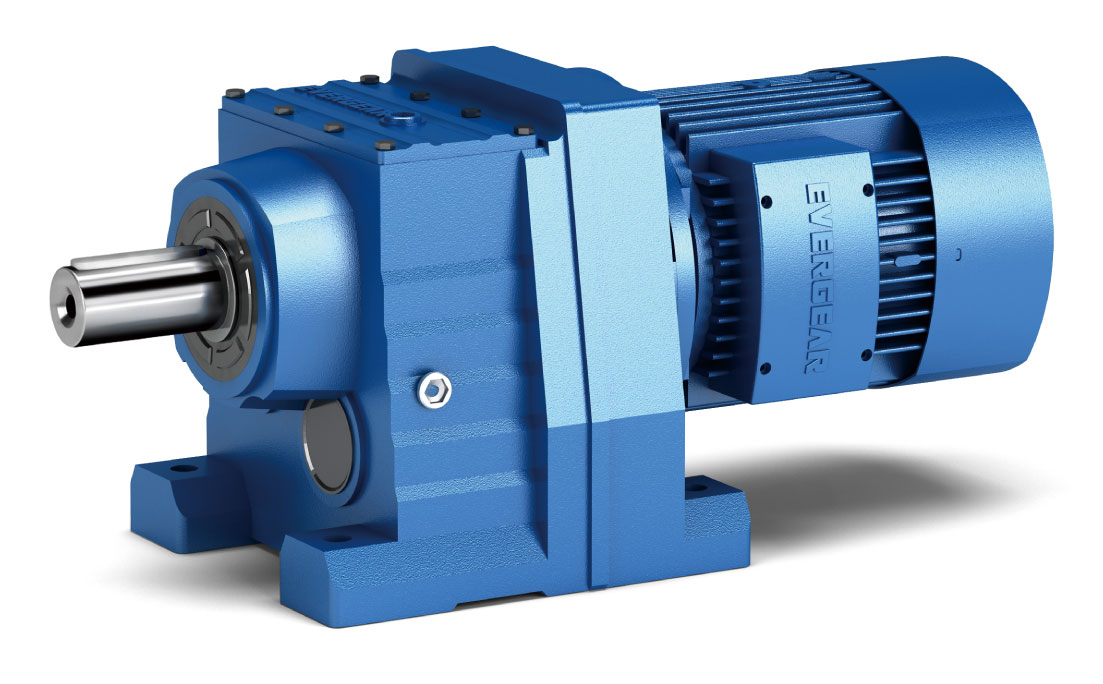
ER系列斜齿轮硬齿面减速机是新颖减速传动装置。采用最优化,模块组合体系先进的设计理念,具有体积小、重量轻、传递转矩大、起动平稳、传动比分级精细等性质,可根据用户要求进行任意连接和多种安装位置的选择。
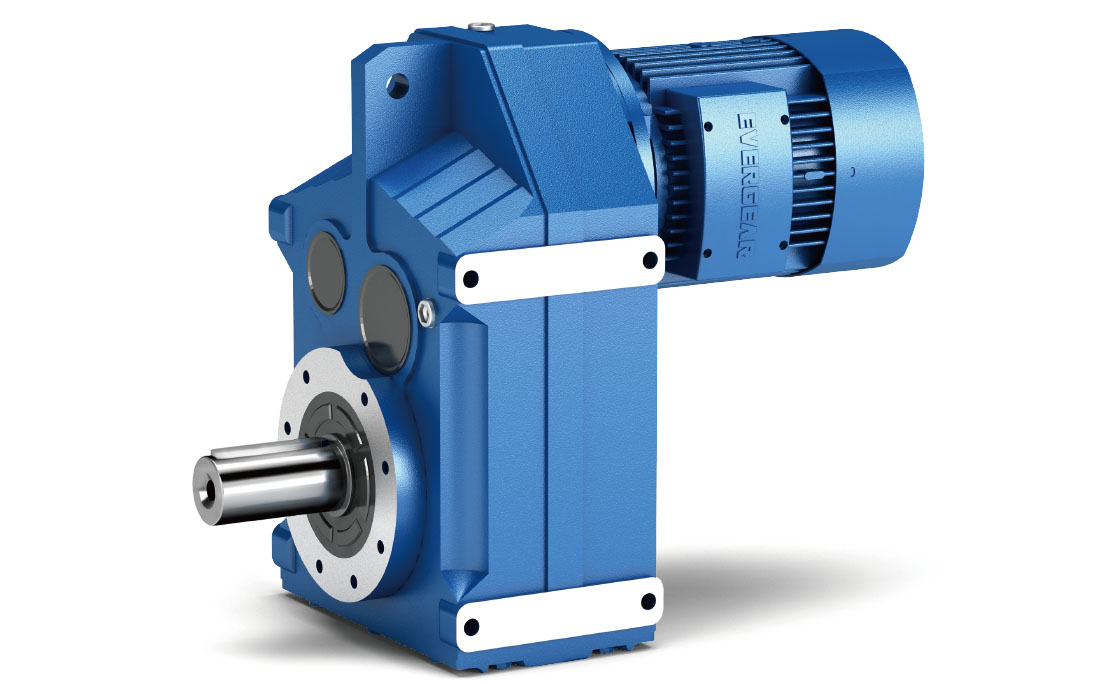
平行轴斜齿轮减速机是硬齿面R,F,S,K四大系列减速机中的F系列减速机。采用单元结构模块化设计原理,大大减少了零部件种类和库存量,也大大缩短了交货周期。带筋的高刚性铸铁箱体、齿轮采用优质合金钢,表面经渗碳淬火硬化处理,磨齿精加工,传动平稳,噪声低,承载能力大,温升低,寿命长。
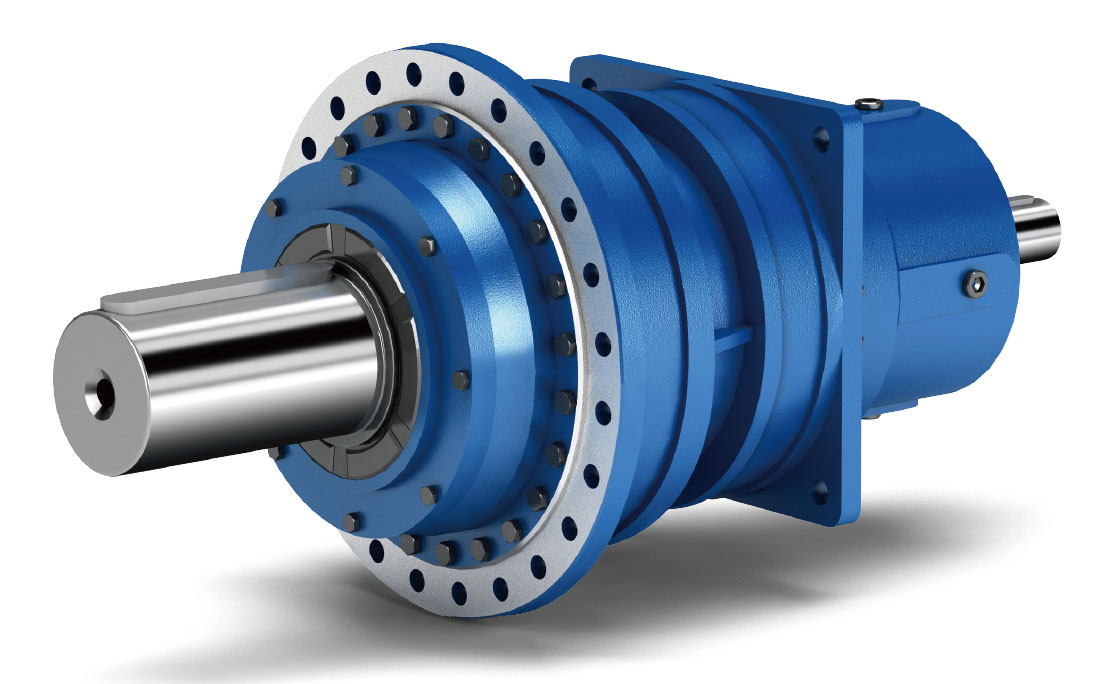
轴装悬挂式扭力臂安装
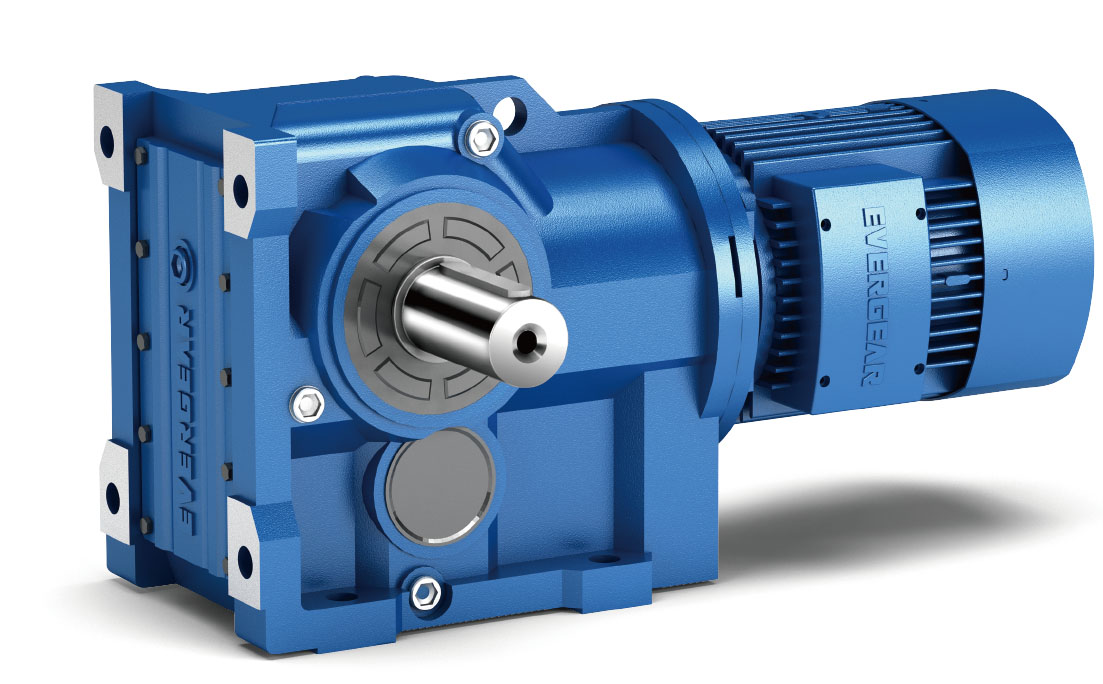
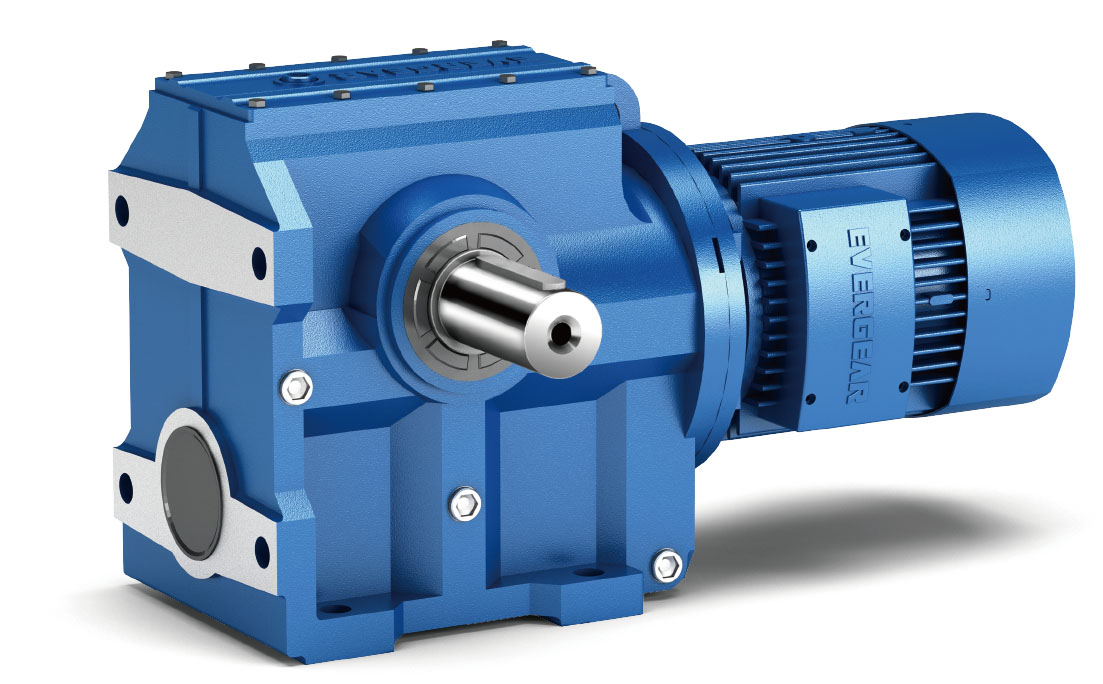
K系列弧齿锥齿轮减速机是一种性能稳定可靠的传动设备,具有结构紧凑、传动效率高、噪音低、使用寿命长等优点。它采用优质的齿轮材料和精密加工工艺,传动效率高达95%以上,能够有效减少能量损耗。适用于各种工业领域,如冶金、矿山、化工、建材、食品等,常用于输送机、搅拌机、提升机、包装机等设备中。同时,K系列减速机还可以根据客户的需求定制不同规格和型号的产品,满足不同的传动需求
长按屏幕识别二维码
打开手机扫描二维码
友情链接: