
减速机齿轮加工中大型内齿轮切齿方法的选择
减速机齿轮的加工是一项关键技术,对于大型内齿轮的切齿方法选择,我们需要综合考虑多种因素,以达到高效、精确且环保的加工效果。
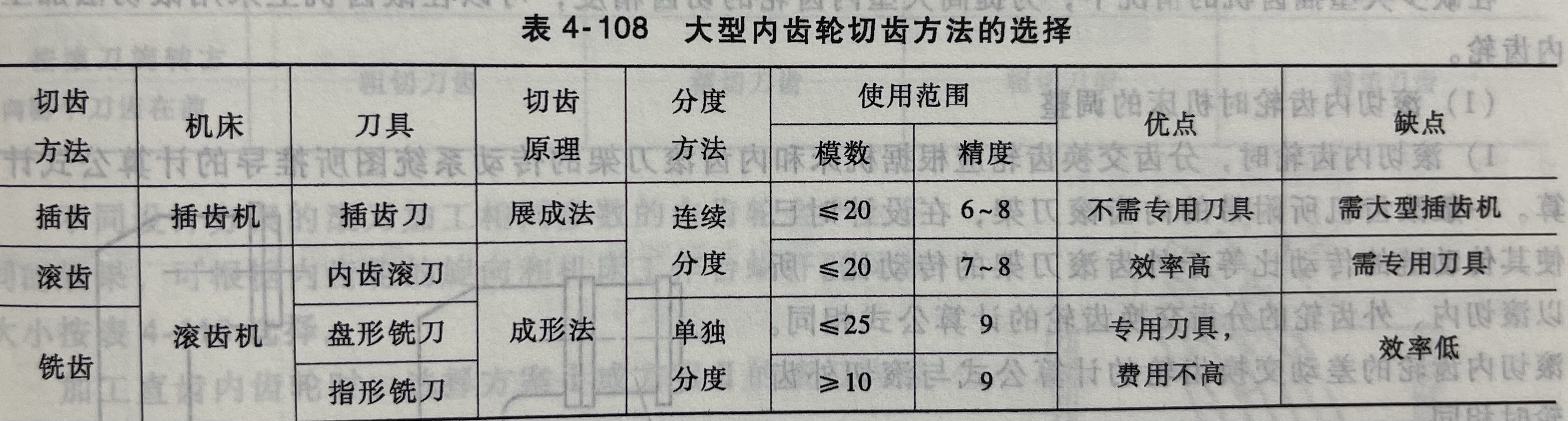
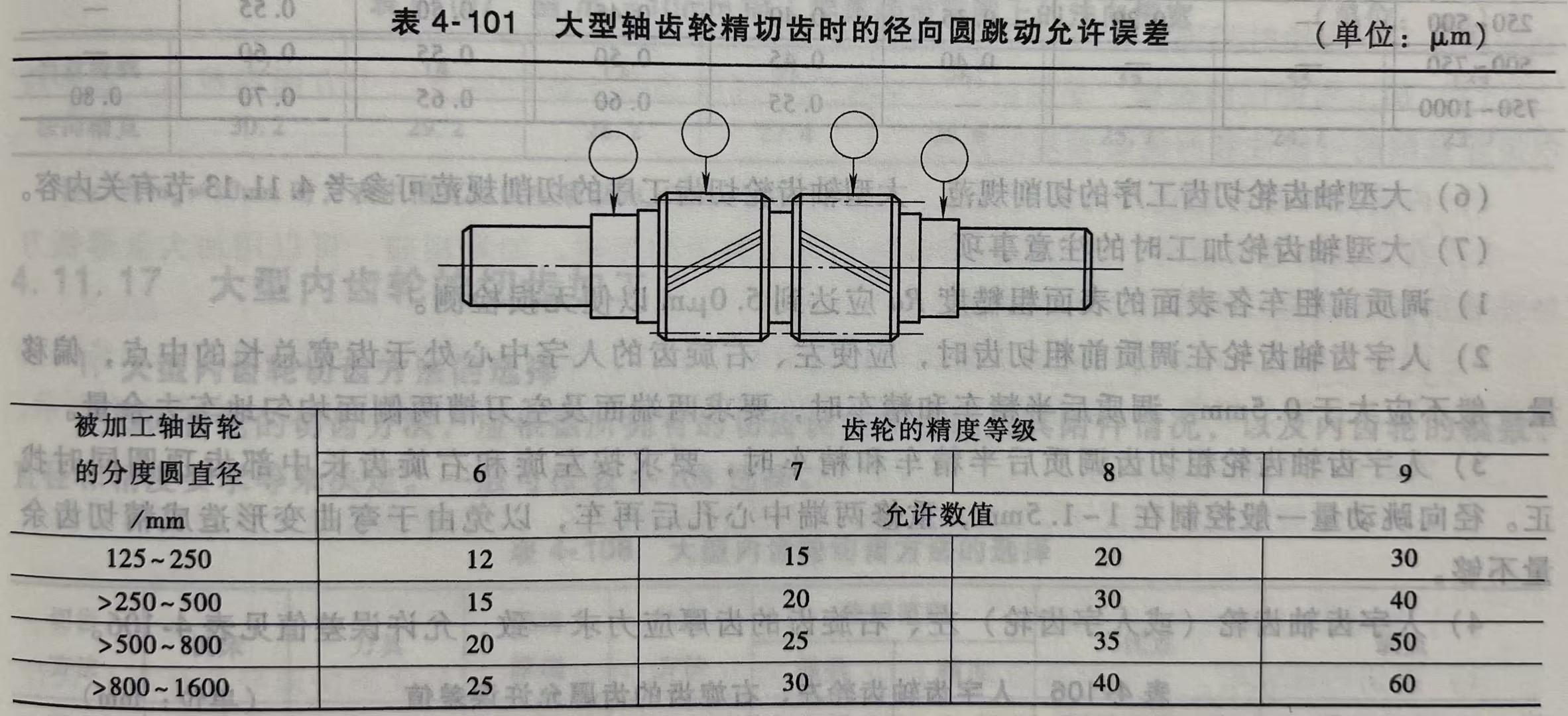
首先,插齿是一种广泛应用的切齿方法,它使用插齿机和插齿刀,通过展成法进行减速机齿轮加工,适用于连续分度,模数范围在20以下,精度可以达到6~8级。插齿的优点在于不需要专用刀具,这降低生产成本和材料浪费,有助于环保和节能。
滚齿是另一种高效的切齿方法,它使用内齿滚刀,同样采用连续分度,适用于模数20以下的齿轮,精度在7-8级。滚齿的高效率有助于减少能源消耗,符合节能的要求。
 大型内齿轮切齿方法的选择
大型内齿轮切齿方法的选择
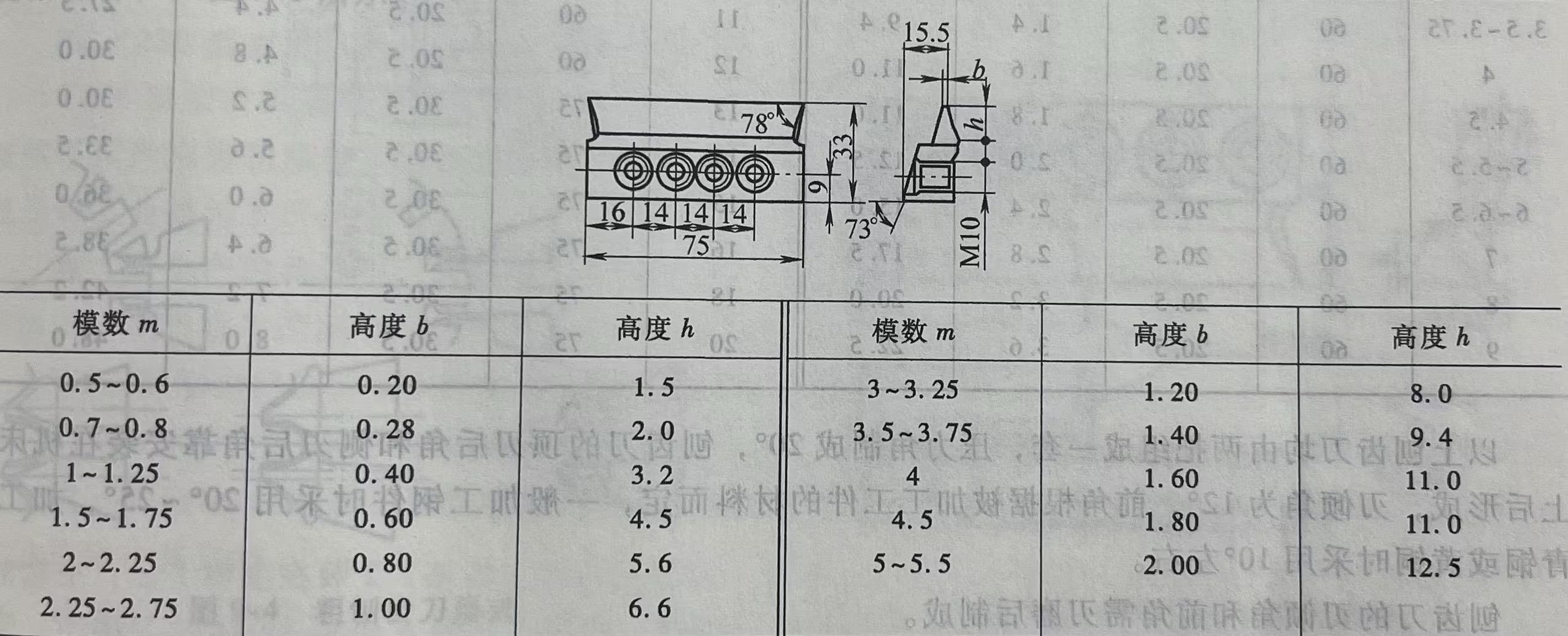
铣齿则是一种灵活性较高的减速机齿轮加工方式,可以使用盘形铣刀或指形铣刀,通过成形法进行加工。铣齿适用于模数25以下的齿轮,精度为9级,或者模数10以上的齿轮,精度也为9级。铣齿的优点在于可以使用专用刀具,这些刀具的费用并不高,有助于控制成本。
在选择切齿方法时,除了考虑加工效率和精度,还应考虑加工过程中的能耗和材料使用。例如,使用轻质材料可以减少能源消耗,提高传动效率。此外,选择易于维护和回收的设计方案,以及采用智能化控制系统,可以进一步降低能耗和提高减速机齿轮加工效率。
在减速机齿轮加工领域,刀具的选择也非常关键。齿轮加工刀具分为圆柱齿轮加工刀具和锥齿轮加工刀具,其中成形齿轮刀具和展成齿轮刀具是两大主要类别。展成齿轮刀具因其通用性好、加工精度和生产率高而在生产中广泛应用。
 ES系列斜齿轮-蜗轮蜗杆减速机
ES系列斜齿轮-蜗轮蜗杆减速机
随着技术的发展,齿轮加工机床也在不断进步。例如,滚齿机作为应用广泛的齿轮加工机床,可以通过使用硬质合金滚刀进行高速和大进给量滚齿,提高生产效率。同时,现代技术如电子伺服系统和数控系统的应用,提高减速机齿轮加工的精度和自动化水平。
大型内齿轮的切齿方法选择应综合考虑加工效率、精度、材料使用、能耗和环保等多个因素。通过采用先进的加工技术和智能化控制系统,可以有效提高减速机齿轮的加工质量,同时实现节能和环保的目标。

编辑:数字化营销中心
审核:周小飞
浙江恒齿传动股份有限公司——高效传动解决方案专家!
作为一家深耕于减速机领域的国家高新技术企业,我们不仅专注于减速机的研发、制造与销售,更致力于为客户提供全方位的服务体验。我们的产品线丰富多样,包括ER、EK、EF、ES、EH/EB、EQ、EZ等12大系列,覆盖0.18~4000KW的功率范围,以及近万种传动比选择,满足您不同场景下的需求。
除了大功率齿轮箱减速机、行星减速机等12种系列标准化减速机产品外,我们还拥有强大的减速机非标定制能力,
能够根据您的特殊需求提供个性化的解决方案。无论您是面临复杂的工业挑战还是需要特定规格的设备支持,我们都将全力以赴,助您一臂之力。
现在就行动起来吧!访问恒齿官网http://www.evergear.cn了解更多关于我们的信息;
或者拨打【服务热线 189 6875 9203 (微信同号)】与我们的专业团队取得联系。
让我们一起携手共创美好未来,为您的企业注入新的活力和竞争力!
































请先 登录后发表评论 ~