
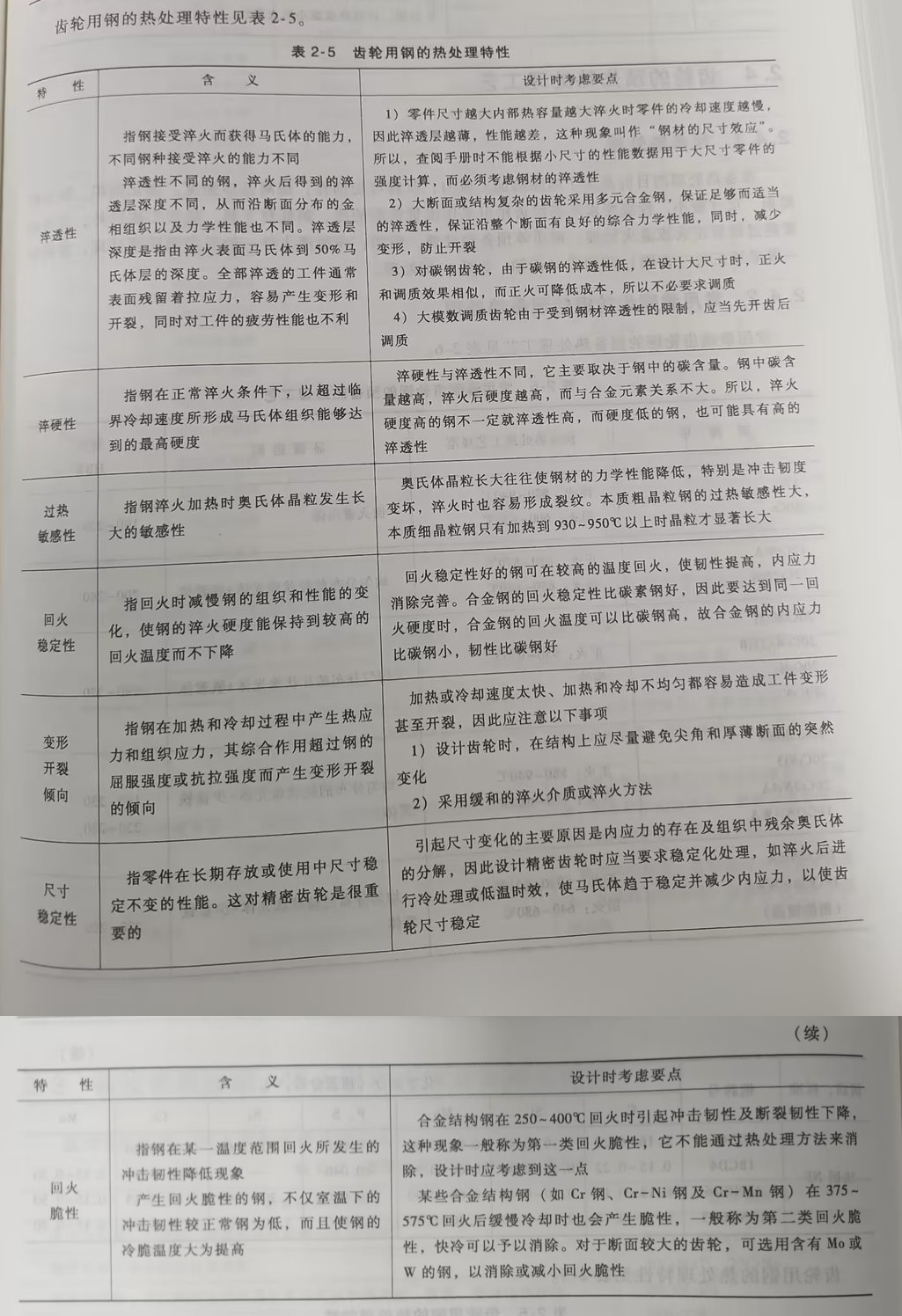
减速机齿轮大模数齿轮切削规范之切削速度
在减速机的生产制造中,齿轮的加工质量至关重要,而切削速度作为齿轮切削加工中的关键参数之一,对于大模数齿轮的切削规范有着重要影响。
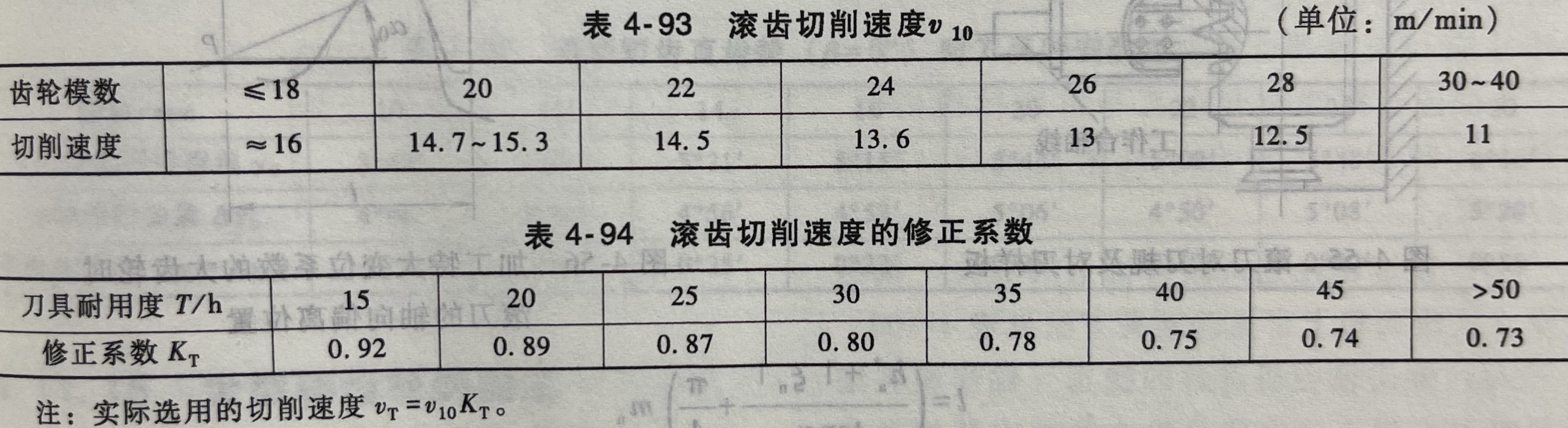
首先,从图中可以看出,不同模数的齿轮对应着不同的切削速度。当齿轮模数小于等于18时,切削速度约为16m/min。随着模数的逐渐增大,切削速度呈下降趋势。例如,模数为20时,切削速度为14.7 - 15.3m/min;模数为22时,切削速度为14.5m/min,以此类推。这是因为随着减速机的齿轮模数的增大,齿轮的尺寸和加工难度也相应增加,过高的切削速度可能会导致刀具磨损加剧、加工精度降低等问题。
 滚齿切削速度
滚齿切削速度
然而,仅仅依据减速机齿轮的齿轮模数来确定切削速度是不够的,还需要考虑刀具耐用度的影响。图中给出了不同刀具耐用度下的切削速度修正系数。刀具耐用度是指刀具在两次刃磨之间能够正常切削的时间,它受到多种因素的影响,如刀具材料、切削参数、工件材料等。当刀具耐用度为15小时时,修正系数为0.92;当刀具耐用度为20小时时,修正系数为0.89,以此类推。实际选用的切削速度 VT= V10×KT,其中V10是根据齿轮模数确定的切削速度,KT是对应刀具耐用度的修正系数。
例如,对于模数为24的齿轮,根据图中所示,其切削速度V10为13.6m/min。如果刀具耐用度为25小时,修正系数K为 0.87。那么实际选用的切削速度 VT= 13.6×0.87 = 11.832m/min。
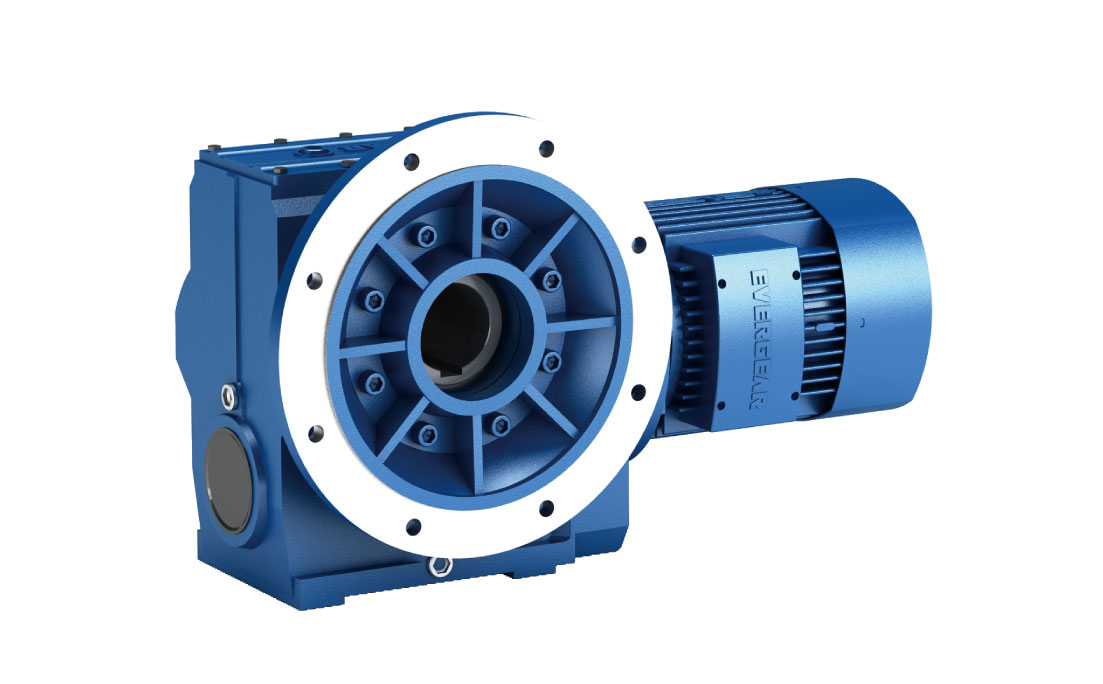
 EK系列斜齿轮-弧齿锥齿轮减速机
EK系列斜齿轮-弧齿锥齿轮减速机
在确定大模数齿轮的切削速度时,需要综合考虑齿轮模数和刀具耐用度两个因素。如果只注重提高切削速度以提高生产效率,可能会导致刀具磨损过快,增加生产成本;而如果切削速度过低,则会降低生产效率,影响企业的经济效益。
在实际加工过程中,还需要根据减速机齿轮具体的加工条件进行适当的调整。例如,不同的工件材料、刀具材料、加工设备等都会对切削速度产生影响。同时,操作人员的技术水平和经验也不容忽视,他们需要根据实际情况灵活调整切削速度,以确保加工质量和生产效率的平衡。

编辑:数字化营销中心
审核:周小飞
浙江恒齿传动股份有限公司——高效传动解决方案专家!
作为一家深耕于减速机领域的国家高新技术企业,我们不仅专注于减速机的研发、制造与销售,更致力于为客户提供全方位的服务体验。我们的产品线丰富多样,包括ER、EK、EF、ES、EH/EB、EQ、EZ等12大系列,覆盖0.18~4000KW的功率范围,以及近万种传动比选择,满足您不同场景下的需求。
除了大功率齿轮箱减速机、行星减速机等12种系列标准化减速机产品外,我们还拥有强大的减速机非标定制能力,
能够根据您的特殊需求提供个性化的解决方案。无论您是面临复杂的工业挑战还是需要特定规格的设备支持,我们都将全力以赴,助您一臂之力。
现在就行动起来吧!访问恒齿官网http://www.evergear.cn了解更多关于我们的信息;
或者拨打【服务热线 189 6875 9203 (微信同号)】与我们的专业团队取得联系。
让我们一起携手共创美好未来,为您的企业注入新的活力和竞争力!




























请先 登录后发表评论 ~