
减速机齿轮常用磨料的性能
订阅
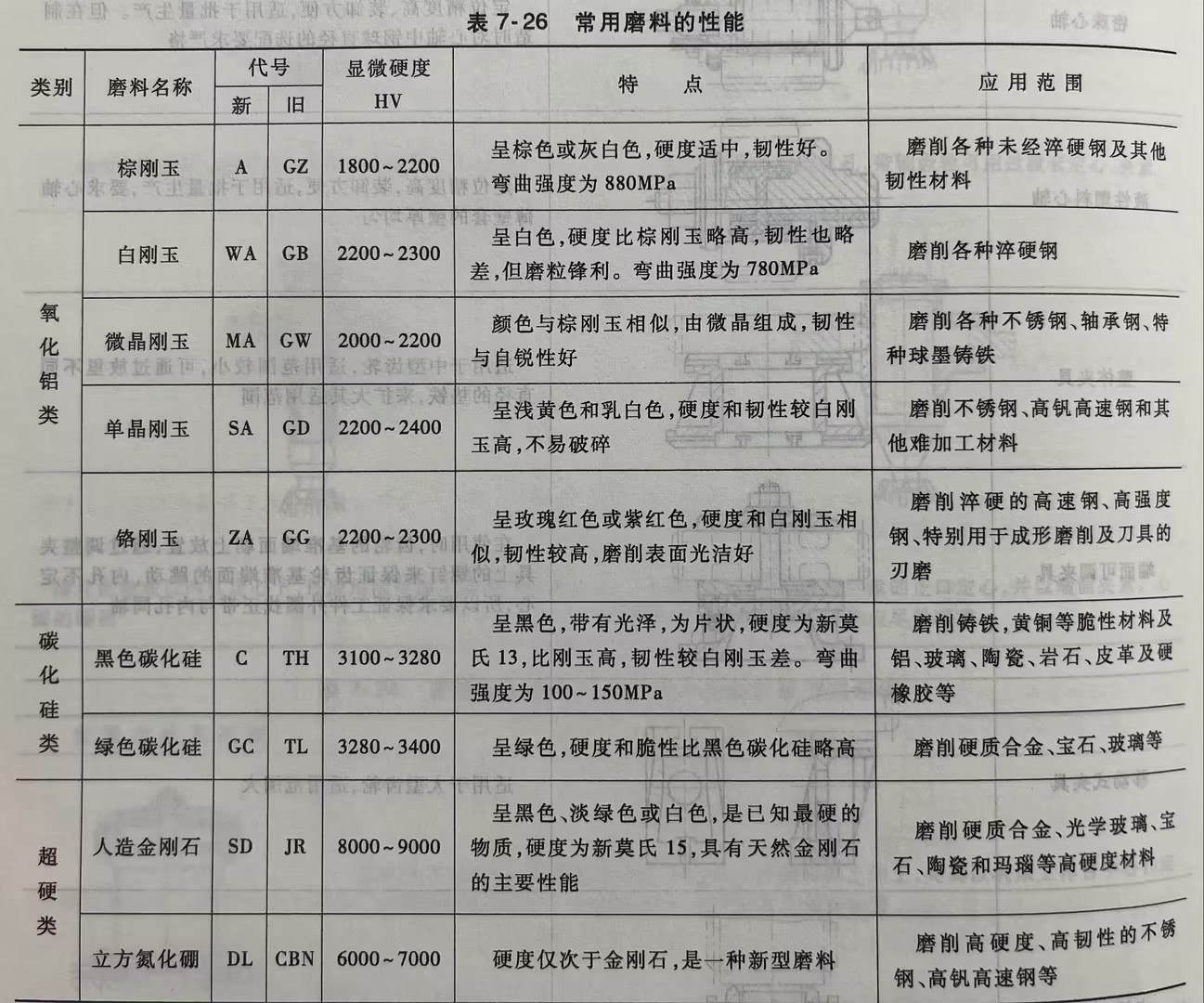
在减速机齿轮加工中,磨料选择影响加工精度和效率。氧化铝类磨料如棕刚玉、白刚玉适用于不同硬度钢材;碳化物类磨料如黑色碳化硅、绿色碳化硅用于脆性材料和硬质合金;超硬类磨料如人造金刚石和立方氮化硼用于高硬度材料。合理选择磨料,提升齿轮质量和生产效率。
在减速机齿轮的加工过程中,磨料的选择至关重要,因为它直接影响着齿轮的加工精度、表面质量和生产效率。以下将对常用磨料的性能进行详细阐述。
一、氧化铝类磨料
- 棕刚玉(A,GZ)
- 显微硬度在 1800 - 2200HV,其颜色呈棕色或灰白色。硬度适中且韧性好,其抗弯强度可达 880MPa。
- 应用范围主要是磨削各种未经淬火的钢以及韧性材料。对于减速机齿轮加工中一些未经过淬火处理的齿轮毛坯粗加工,棕刚玉是较为合适的磨料,它能够在保证一定磨削效率的同时,适应材料的韧性。
- 白刚玉(WA,GB)
- 显微硬度在 2200 - 2300HV,颜色为白色,硬度比棕刚玉略高,而韧性略差,但磨粒锋利。其抗弯强度为 780MPa。
- 适用于磨削各种淬火钢。在减速机齿轮加工中,当齿轮经过淬火处理后,白刚玉能够很好地对其进行磨削,利用其较高的硬度和锋利的磨粒,可以获得较好的表面光洁度。
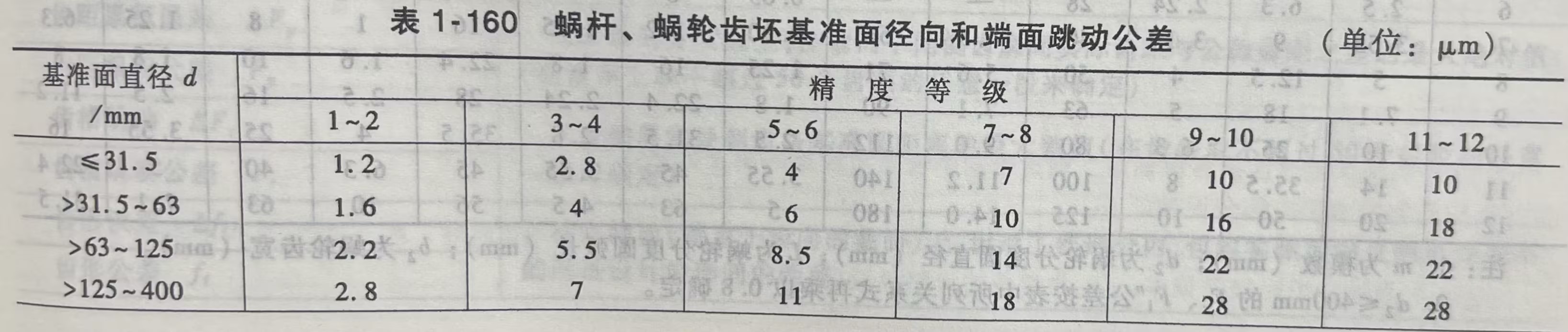
 常用磨料的性能
常用磨料的性能
- 微晶刚玉(MA,GW)
- 显微硬度在 2000 - 2200HV,颜色与棕刚玉相似,由微品组成,韧性与自锐性好。
- 常用于磨削各种不锈钢、轴承钢等,在减速机齿轮制造中,如果齿轮采用不锈钢材质或者对轴承钢等进行加工,微晶刚玉可以在保证磨削质量的同时,利用其自锐性保持较好的磨削效率。
- 单晶刚玉(SA,GD)
- 显微硬度在 2200 - 2400HV,呈浅黄色和乳白色,硬度和韧性都比白刚玉高,不易破碎。
- 可用于磨削不锈钢、高钒高速钢和其他难加工材料。对于一些高性能、难加工的减速机齿轮材料,单晶刚玉能够提供有效的磨削解决方案。
- 铬刚玉(ZA,GG)
- 显微硬度在 2200 - 2300HV,呈玫瑰红色或紫红色,硬度和白刚玉相似,韧性较高,磨削表面光洁度好。
- 适合磨削淬火的高速钢、不锈钢,特别是用于成形磨削及刀具的刃磨。在减速机齿轮加工中,如果涉及到刀具的刃磨或者对高速钢、不锈钢齿轮的精密磨削,铬刚玉是不错的选择。
 恒齿减速机
恒齿减速机
二、碳化物类磨料
- 黑色碳化硅(C,TH)
- 显微硬度在 3100 - 3280HV,呈黑色,带有光泽,硬度为新莫氏 13,比刚玉高,韧性比白刚玉差。抗弯强度为 100 - 150MPa。
- 主要用于磨削铸铁、黄铜等脆性材料以及橡胶等。在减速机齿轮生产过程中,当涉及到一些辅助部件如铸铁外壳的加工时,黑色碳化硅可以发挥作用。
- 绿色碳化硅(GC,TL)
- 显微硬度在 3280 - 3400HV,呈绿色,硬度和脆性比黑色碳化硅略高。
- 常用于磨削硬质合金、宝石、玻璃等。在减速机齿轮制造中,对于一些可能用到的硬质合金刀具或者宝石轴承等精密部件的加工,绿色碳化硅是合适的磨料。
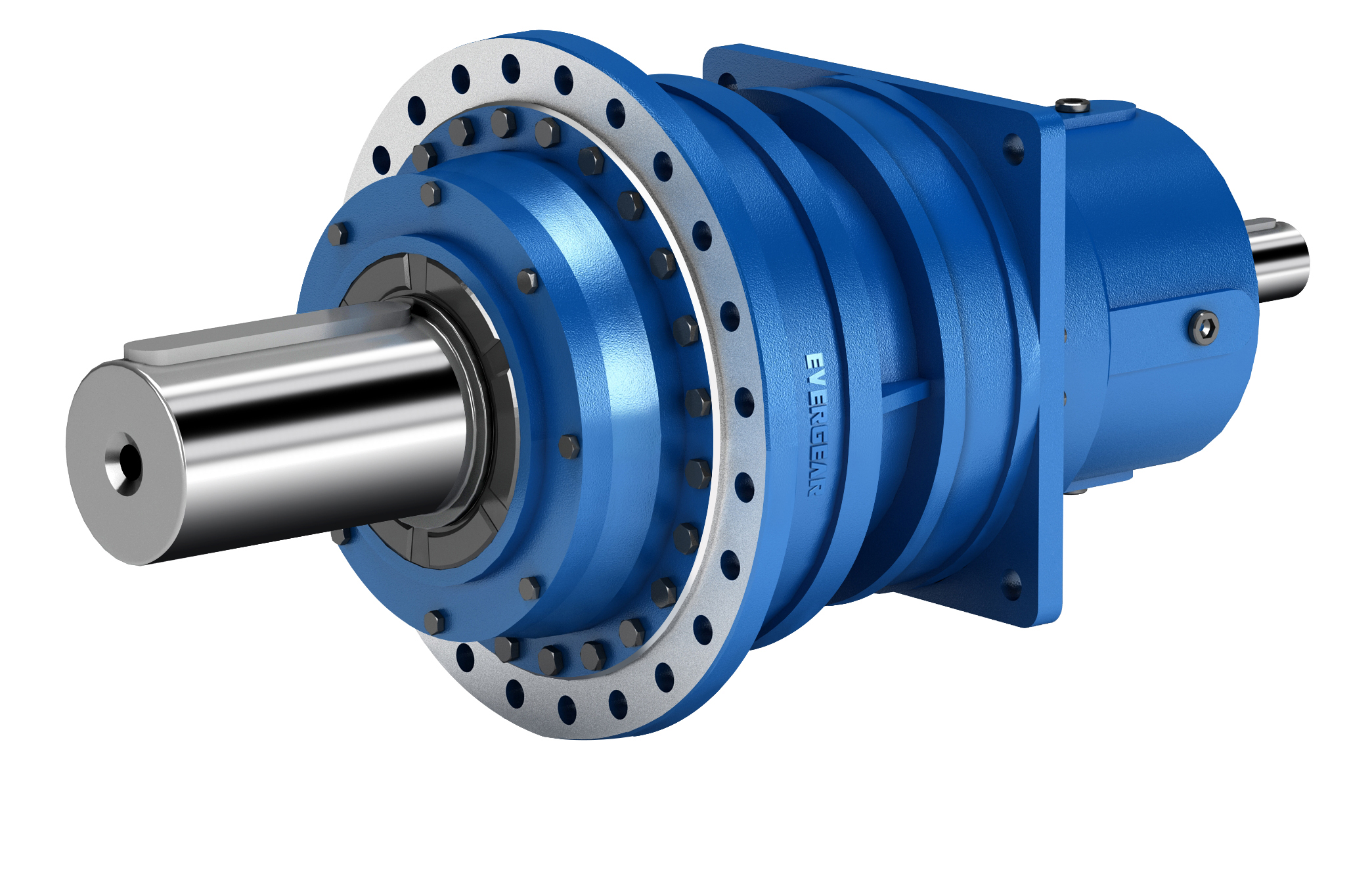
 EF系列平行轴斜齿轮减速机
EF系列平行轴斜齿轮减速机
三、超硬类磨料
- 人造金刚石(SD,JR)
- 显微硬度在 8000 - 9000HV,呈黑色、淡绿色或白色,是已知最硬的物质,硬度为新莫氏 15。
- 用于磨削硬质合金、光学玻璃、宝石和陶瓷等。在减速机齿轮加工中,如果有高精度、高硬度的陶瓷或宝石类轴承等部件,人造金刚石磨料能够满足其加工需求。
- 立方氮化硼(DL,CBN)
- 显微硬度在 6000 - 7000HV,硬度仅次于金刚石,是一种新型磨料。
- 适用于磨削高硬度、高韧性的不锈钢、高钒高速钢等。对于一些高性能、高硬度的减速机齿轮材料,立方氮化硼能够提供高效且高精度的磨削效果。
编辑:数字化营销中心
审核:周小飞
浙江恒齿传动股份有限公司——高效传动解决方案专家!
作为一家深耕于减速机领域的国家高新技术企业,我们不仅专注于减速机的研发、制造与销售,更致力于为客户提供全方位的服务体验。我们的产品线丰富多样,包括ER、EK、EF、ES、EH/EB、EQ、EZ等12大系列,覆盖0.18~4000KW的功率范围,以及近万种传动比选择,满足您不同场景下的需求。
除了大功率齿轮箱减速机、行星减速机等12种系列标准化减速机产品外,我们还拥有强大的减速机非标定制能力,
能够根据您的特殊需求提供个性化的解决方案。无论您是面临复杂的工业挑战还是需要特定规格的设备支持,我们都将全力以赴,助您一臂之力。
现在就行动起来吧!访问恒齿官网http://www.evergear.cn了解更多关于我们的信息;
或者拨打【服务热线 189 6875 9203 (微信同号)】与我们的专业团队取得联系。
让我们一起携手共创美好未来,为您的企业注入新的活力和竞争力!
阅读全文


































请先 登录后发表评论 ~