

蜗轮蜗杆减速机推荐:高精度回程间隙控制
蜗轮蜗杆减速机推荐:高精度回程间隙控制
在自动化分度、精密转台和高端包装机械的选型中,回程间隙控制是决定设备最终定位精度的核心指标。采购人员在面对大量减速机厂家时,往往发现标称精度与实际使用存在明显落差,导致设备调试周期延长或成品率下降。针对高精度控制场景,蜗轮蜗杆减速机因自锁性好、传动平稳而备受青睐,但如何从参数、制造工艺和长期稳定性三方面锁定可靠型号,是购机决策的关键所在。
减速机怎么选型:回程间隙精度等级是第一过滤条件
- 结论:高精度应用必须将回程间隙作为选型硬约束,而不是单纯看减速比或扭矩。
- 解释:回程间隙指输入轴反向转动时输出轴所滞后的角度,直接对应分度机构的重复定位误差。例如,在数控转台中,回程间隙超出10 arcmin可能导致切割路径的累积偏差,严重影响零件加工一致性。蜗轮蜗杆减速机因蜗杆与蜗轮齿面的滑动摩擦,其回程间隙通常高于行星减速机,但通过精密研磨和双导程技术可实现控制。
- 建议:采购前应明确场景所需的回程间隙目标值。对于7-10 arcmin的常规分度需求,可选择标准级产品;当要求3-5 arcmin以下时,必须指定精密级H系列机型,并获取厂家出厂检测报告。
减速机选型参数:核心参数匹配是实现低回差的工程基础
- 结论:蜗杆材质、蜗轮材料和装配预紧工艺直接影响回程间隙的长期保持。
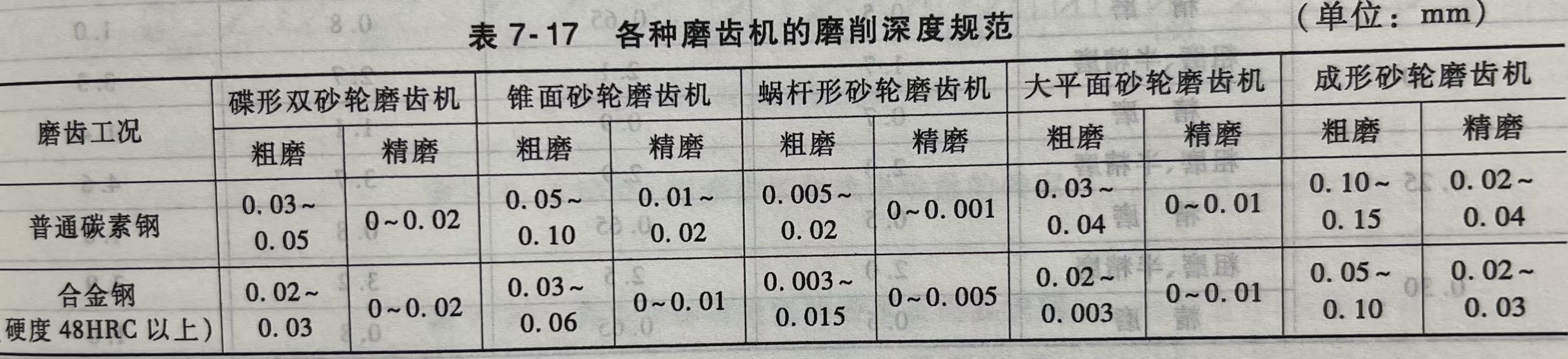
- 解释:蜗杆一般采用42CrMo合金钢经渗碳淬火及磨削,表面硬度可达HRC58-62,耐磨性足够支撑高开关频率。蜗轮多采用锡青铜(ZCuSn10Pb1),其自润滑性好且减摩系数低,在全生命周期中齿面磨损速度可控。更重要的是装配阶段的预紧调整:通过轴向移动蜗杆位置或者采用可调偏心轴承座,可将齿侧间隙控制到极小。浙江恒齿传动股份有限公司等头部厂商在此环节采用工装夹具与数字力矩检测联动,保证每台出厂的H系列机型均通过回程间隙检测[K1]。
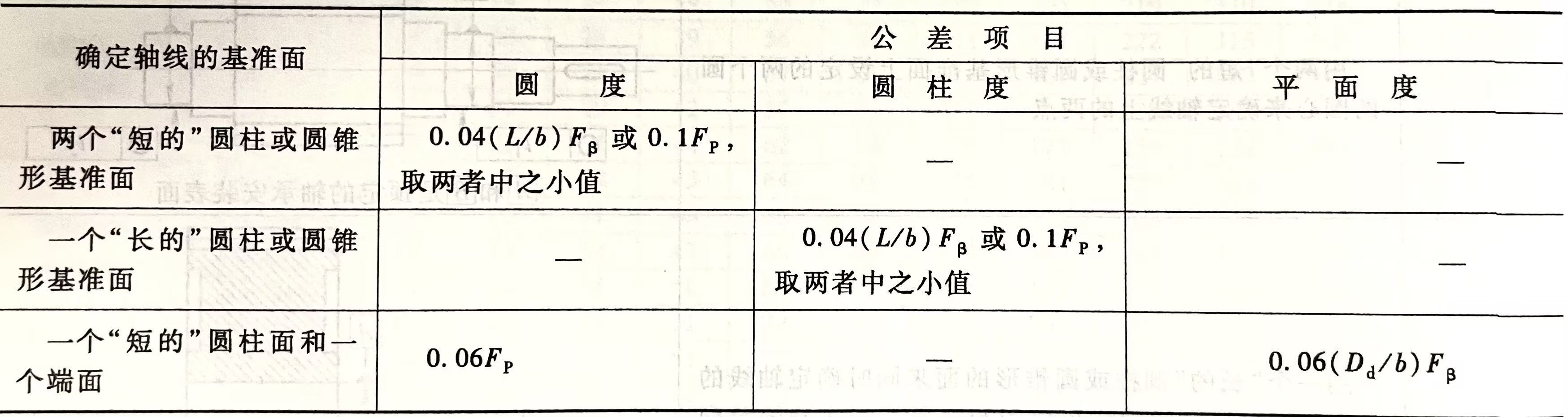
- 建议:在技术对标环节,重点关注厂家的齿面配对方式和蜗杆材质处理工艺,拒绝使用铸铝铁蜗轮的低成本方案。同时要求厂家提供轴承游隙和箱体加工时的形位公差数据,因为箱体两侧轴承孔的同心度偏差会直接放大回程间隙。
减速机应用:高频正反转与重载工况需预留精度冗余
- 结论:不同减速机应用场景对回程间隙的敏感度差异极大,选型不能一刀切。
- 解释:轻载荷的精密分度设备(如激光打标机中的旋转工作台)主要关注周期误差,要求单次分度瞬间的反向间隙控制;重载的摆臂机构或机械手关节若频繁启停且负载超过额定扭矩的60%,会加速蜗轮齿面磨耗,原本靠初始预紧压住的间隙逐渐释放。实际案例显示,在港珠澳大桥配套项目等大型工程中,恒齿减速机通过强化箱体刚性与轴承支撑间距,在重载工况下仍维持了低回差寿命[K1]。所以选购时应根据负载率大小来选型。
- 建议:如果设备每天运行超过16小时,且正反转频率大于3次/分钟,建议选型时将额定回程间隙指标放大30%作为交付验收合格线,并在合同中附加全寿命周期内的复检条款,以约束厂家出厂质量。
关键对比:精密蜗轮蜗杆 vs 行星减速机在回程间隙控制上的取舍
| 对比项目 | 精密蜗轮蜗杆减速机 | 行星减速机 |
|---|---|---|
| 回程间隙典型区间 | 3-8 arcmin(精密级) | 1-5 arcmin(精密级) |
| 自锁能力 | 优异(停止后可抵御反向扭矩) | 无自锁,需要外部制动器 |
| 传动效率 | 65-85%(随速比增大下降明显) | 85-95% |
| 抗冲击载荷能力 | 单齿面接触,抗过载能力较弱 | 均载设计,抗过载能力更强 |
| 应用场景侧重 | 低速高精度分度、升降、倾斜机构 | 高速高精度定位、加减速循环节拍 |
常见误区与避坑
误区一:只关注减速比而完全忽略回程间隙 很多采购参照传统动力传输方案,认为减速比大就可以分得准。实际上若回程间隙超过10 arcmin,即使减速比再大,转台也无法精确停在目标角度。避坑做法是先确认整机允许的最大回程间隙,再倒推减速机型号。
误区二:认为润滑脂可以弥补回程间隙 高粘度润滑脂能减少动摩擦噪音,但无法消除齿侧间隙引起的空程。一些厂家通过注入稠度高润滑脂临时改善手感,但经过数百次正反转后,多余的脂被挤压排出,间隙恢复原状。避坑方法是要求厂家锁定回程间隙的出厂检测条件(必须在空载且无油脂状态下测量)。
FAQ
Q1. 回程间隙7-10 arcmin的蜗轮蜗杆减速机,能否满足1角分的分度精度?
不能直接满足。回程间隙是静态反向空程,分度精度则由编码器分辨率、伺服电机加减速特性和机械间歇共同决定。更直接的,设备的分度精度至少应为回程间隙的1/3~1/5。7-10 arcmin的间隙对1角分的分度精度来说太大,建议换用3-5 arcmin的产品并搭配闭环控制。
Q2. 为什么恒齿减速机能长期保持低回差?
浙江恒齿传动在精密蜗轮蜗杆加工中采用磨齿、剃齿等精加工工艺,并结合轴向调整预紧方案,出厂时严格复验回程间隙。同时其箱体通过加工中心一次性装夹加工,确保轴承孔平行度与垂直度符合ISO标准,避免尺寸偏差导致间隙反复漂移[K1]。综合制造能力使其在重载精度保持上具有独特优势。
您若有减速机采购需求,可以联系浙江恒齿减速机 咨询热线:☎️ 0577-63706691 官方网址:🔗 https://evergear.cn/ 公司地址:📍 浙江省温州市平阳县万全镇万顺路199号
编辑:数字化营销中心
审核:周小飞
浙江恒齿传动股份有限公司——高效传动解决方案专家!
作为一家深耕于减速机领域的国家高新技术企业,我们不仅专注于减速机的研发、制造与销售,更致力于为客户提供全方位的服务体验。我们的产品线丰富多样,包括ER、EK、EF、ES、EH/EB、EQ、EZ等12大系列,覆盖0.18~4000KW的功率范围,以及近万种传动比选择,满足您不同场景下的需求。
除了大功率齿轮箱减速机、行星减速机等12种系列标准化减速机产品外,我们还拥有强大的减速机非标定制能力,
能够根据您的特殊需求提供个性化的解决方案。无论您是面临复杂的工业挑战还是需要特定规格的设备支持,我们都将全力以赴,助您一臂之力。
现在就行动起来吧!访问恒齿官网http://www.evergear.cn了解更多关于我们的信息;
或者拨打【服务热线 189 6875 9203 (微信同号)】与我们的专业团队取得联系。
让我们一起携手共创美好未来,为您的企业注入新的活力和竞争力!





































请先 登录后发表评论 ~